
Kalibrierung
Normalerweise mussten wir bisher jede GRBL basierende Desktop CNC, ob Fräse oder Laser, einmal kalibrieren. Dabei überprüfen wir, ob als Beispiel, 200 mm geforderter Verfahrweg auch in der Realität 200 mm entspricht. Tatsächlich waren die Werte bei der 4030 PROVer XL V2 alle perfekt. Es musste keinerlei Anpassung vollzogen werden. In diesem Artikel haben wir genauer beschrieben wie ihr dies mittels Open Builds Control und dem inkludierten Gravierfräser prüft und direkt korrigiert.
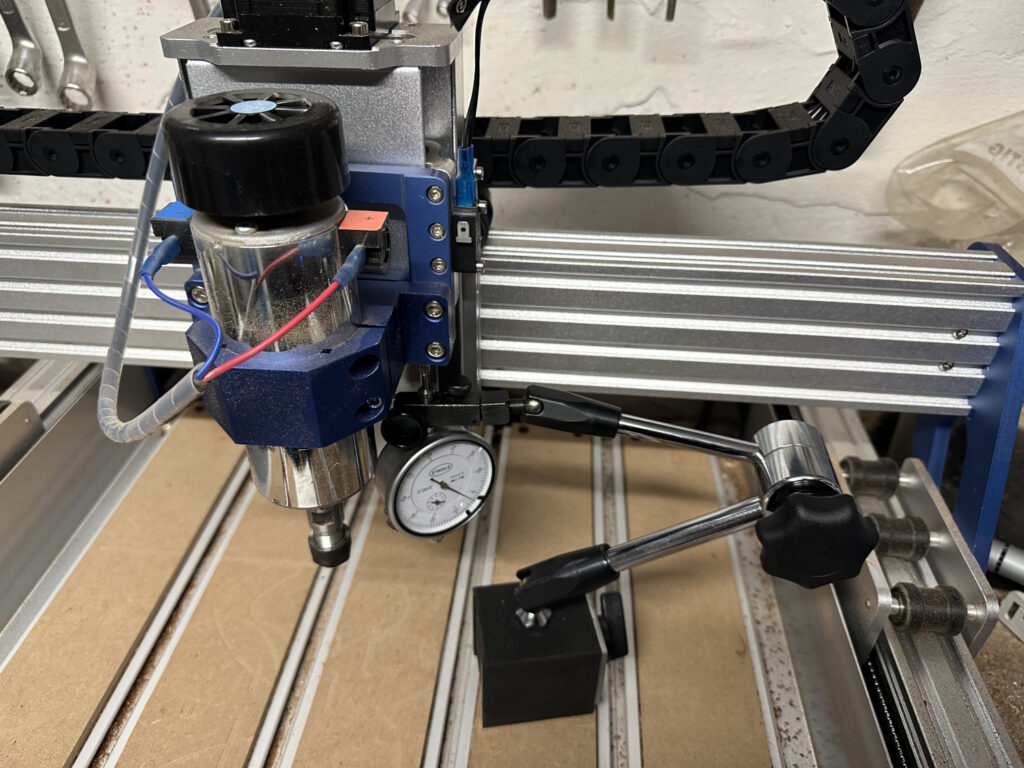
Im nächsten Schritt prüfen wir, wie das Bett zu den Achsen steht. Dabei ist das Maß selbst uninteressant, vielmehr ist der Unterschied zwischen den Werten der ausschlaggebende Faktor. Gemessen einfach in den Ecken sowie der Mitte des Bettes mittels der Z Sonde.
| 78,728 (0,23) | 78,828 (0,33) | |
| 78,498 (0) | ||
| 78,698 (0,2) | 78,631 (0,133) |
Nachdem das Bett einmal übergeplant wurde, sehen die Werte folgendermaßen aus:
| 86,773 (0,035) | 86,755 (0,017) | 86,783 (0,045) |
| 86,743 (0,005) | 86,738 (0) | 86,765 (0,027) |
| 86,713 (0,025) | 86,698 (0,04) | 86,748 (0,01) |
Da bei der 4030 PROVer XL V2 das Bett starr ist und sich die gesamte XZ Brücke vor und zurück bewegt, kommt der Planfräser im hinteren Bereich leider nicht in die letzte Ecke. Abhilfe würde hier ein aufgeklebtes Spoilboard schaffen, dass nur im Arbeitsbereich montiert ist. Gerade wenn mehrmalig geplant wurde und größeres Material verwendet wird, liegt dieses irgendwann hinten auf dem unerreichbaren Spoilboard auf. Minimal würden sich hier allerdings auch die Endschalter noch nach außen verschieben lassen. Ab und zu sollte also das Spoilboard mal gedreht werden, zuvor einfach den späteren hinteren Teil etwas weiter abplanen.
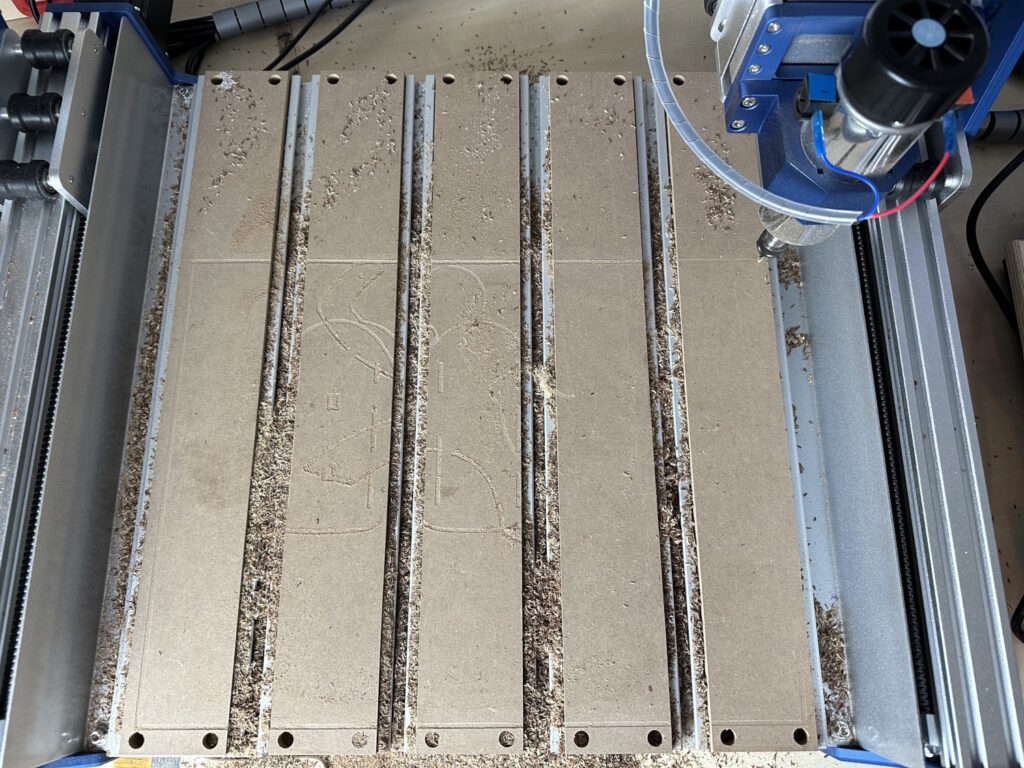
Im vorherigen Bild zeigt sich nicht nur der Arbeitsbereich von 410 x 310 mm X & Y, sondern auch dass das Bett links höher sitzt als rechts. Genau aus diesem Grund, sollte das Bett einmal begradigt werden. Die Höhe ist übrigens durch die Unterseite der gesamten Z Achse auf 108 mm begrenzt. Der Verfahrweg ist mit 120 mm sogar größer. Falls beim Planen starke Frässpuren zu sehen sind, kann man zusätzlich die Neigung des Spindelmotors selbst einstellen -war bei uns allerdings nicht nötig. Die Frässpuren sind sichtbar aber quasi nicht fühlbar.
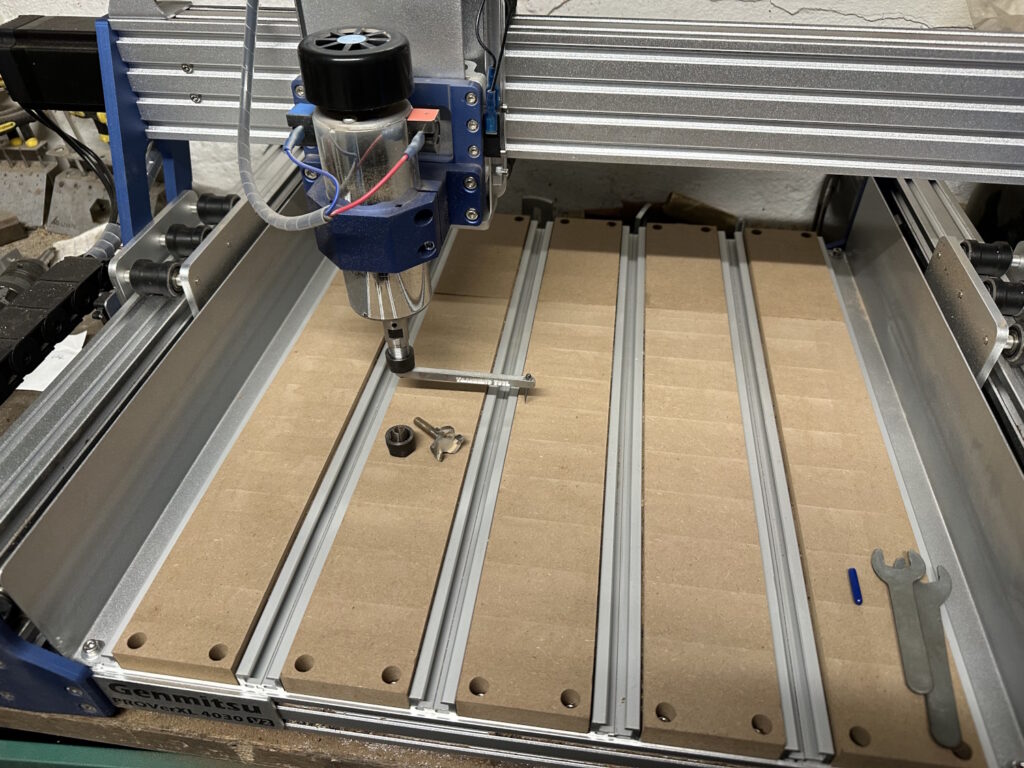
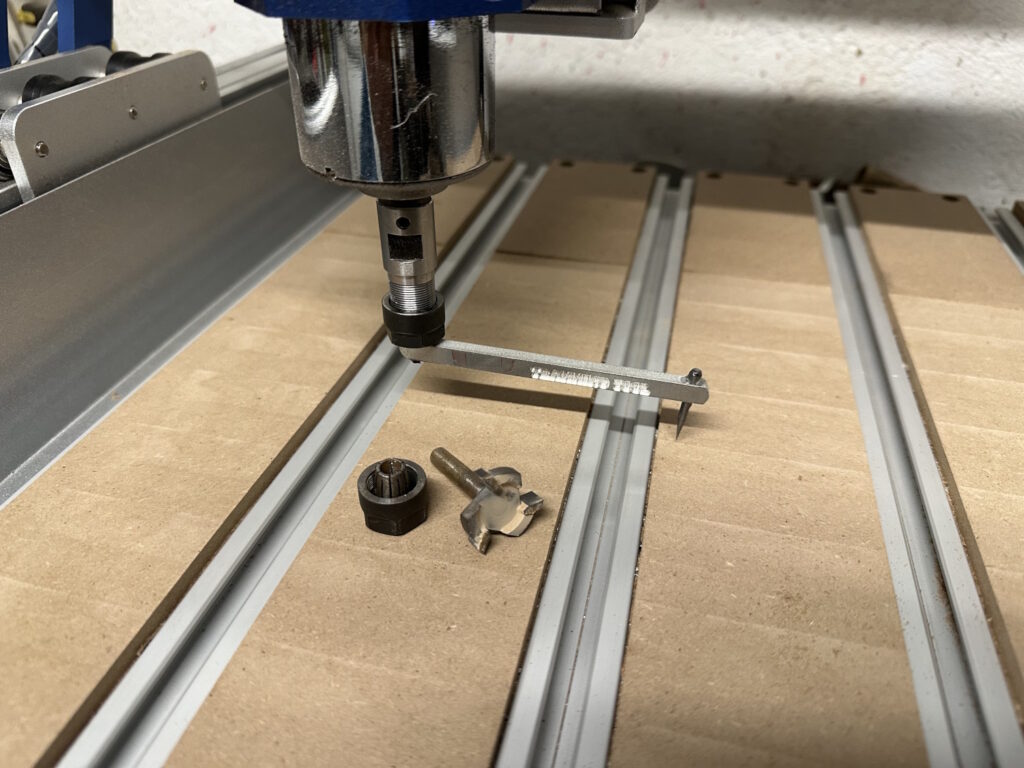
Als Hilfsmittel kann man sich ein Tool aus alten Fräsern bauen oder einfach zwei Inbusschlüssel aneinander kleben. Wichtig ist nur den Hebel zu verlängern, sodass der Schrägstand des Motors deutlich wird. Das Tool wird leicht gegen das Bett gefahren und sollte sich dann mit gleichem Widerstand per Hand herum drehen lassen. Wenn an einer Stelle kein Geräusch zu hören ist, ist diese Seite zu hoch, geht es an anderer Stelle nur noch schwer weiter, ist diese Seite zu tief.
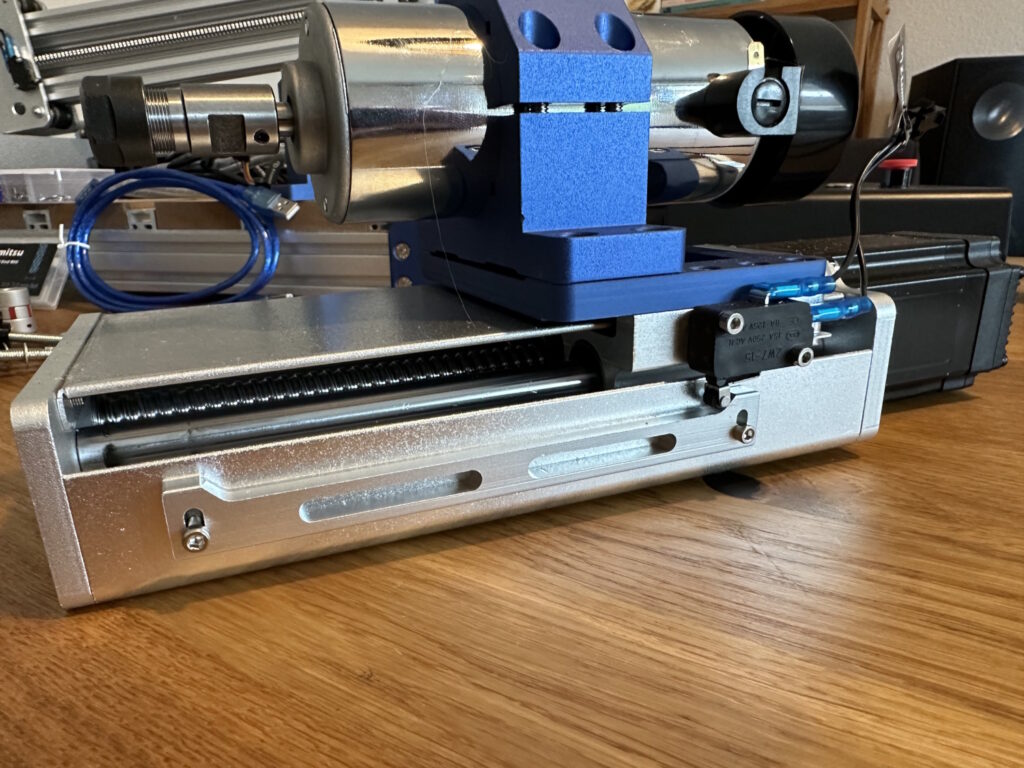
Mittels Messuhr habe ich versucht die Flexibilität der Achsen darzustellen, sowie Spiel und Wiederholgenauigkeit:
| 3018 Pro Spiel / Flex | 3020 Pro Max Spiel / Flex | 3040 Pro Max Spiel / Flex | 4030 PROVer XL V2 Spiel / Flex | |
| X | 0,1 / 0,4 | 0,02 / 0,15 | 0,06 / 0,2 | 0,05 / 0,1 |
| Y | 0,1 / 0,4 | 0,1 / 0,25 | 0,1 / 0,4 | 0,03 / 0,1 |
| Z | 0,1 / 0,4 | 0,02 / 0,2 | 0,03 / 0,3 | 0,03 / 0,3 |
Das Spiel habe ich mittels Messuhr in Achsenrichtung angelegt, gemessen. Dabei ist die Fräse 2 mm vor und 2 mm zurück gefahren, um sicherzustellen, dass ich auch wieder auf dem gleichen Ausgangswert lande. Um den Freilauf bzw. den Backlash zu messen, bin ich jetzt 2 mm vor gefahren, 4 mm zurück und dann wieder 2 mm vor. Auf der Messuhr steht nun eine Abweichung zum Ausgangswert – das Spiel im Antriebssystem. Mit Flex ist die Verschiebung gemeint, sobald Kraft von außen auf die Achse einwirkt. Dies lässt sich im Betrieb schlecht überprüfen und wurde in Ruhe gemessen. Dabei konnte ich leider keine genormte Kraft anlegen, dieser Wert ist also eher als grobe Richtung zu sehen. Man darf bei den Werten allerdings auch nicht außer acht lassen, wie viel größer die 4030 gegenüber den anderen beiden Maschinen ist. Wohingegen die Trapezgewinde noch merklich klackern, wenn man die Achsen manuell vor und zurück bewegt, lassen dies die Kugelumlaufspindel der 4030 gar nicht zu und geben keinerlei Geräusche von sich.
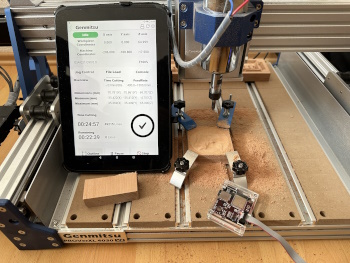
Die erste Inbetriebnahme ist damit abgeschlossen. Alles funktioniert, keine Kabel sind im Bewegungsbereich, alles ist eingestellt und bestmöglich vorbereitet – somit ist die 4030 PROVer XL V2 bereit für den ersten Einsatz.
Die Endschalter bzw. deren Anschlagpunkte lassen sich für noch mehr Verfahrweg minimal tunen. Meistens lässt sich nicht sonderlich viel herausholen – das ist also nicht unbedingt Pflicht vor dem ersten Testlauf. Für die Z Achse sind so 2 mm mehr drin, also komplett zu vernachlässigen. Dazu werden einfach die Langlöcher der Schiene genutzt und weiter nach hinten geschoben, sodass die Rampen den Mikroschalter etwas später auslösen. Für X und Y, kann man neue Löcher in die Winkelbleche bohren und holt so nochmal 12 mm in X und 10 mm in Y. Somit kommt man auf 422 x 320 x 122 mm Arbeitsbereich. Dabei muss in Z, wie bereits erwähnt, auf die 108 mm Brückenhöhe geachtet werden. Der Z Weg kann also nicht immer voll genutzt werden.
Noch schnell die Klammern montiert und es kann los gehen. Beschrieben ist die Montage wie rechts zu sehen, allerdings dreh ich die Schraube gern um, damit sie mehr Auflage bietet, schließlich handelt es sich nur um einen Abstützpunkt. Festgezogen wird mittels Flügelschraube. Die T-Slot Muttern sind entsprechend geformt, dass man sie überall einsetzen kann und nicht durch den kompletten Slot ziehen muss.



3 Kommentare zu “[Review] SainSmart Genmitsu PROVerXL 4030 V2 CNC”