
Projekte
Um die 4030 PROVer XL V2 in verschiedensten Materialen zu testen, habe ich einige Projekte aus dem Netz und Eigenkreationen in Hartholz, Aluminium und Messing gefräst. Der erste Ausflug in Metall, war mit einem Motorhalter für ein Modellflugzeug schnell gefunden:



Um welche Aluminiumlegierung es sich handelt kann ich an dieser Stelle gar nicht genau sagen, irgendwas handelsübliche aus dem Baumarkt, vermutlich AlMg3. Ein schnelles Design bestehend aus Kontur und mehreren Bohrungen hat die 4030 PROVer XL V2 zwar gefräst aber dies mit ähnlich unsauberen Rattermarken am Rand wie bei der 3020 Pro Max (bei gleichem Fräser). Dabei wurde mit 0,2 mm Zustellung gearbeitet. In dem Reststück war leider noch ein Gewinde im Fahrweg, das einmal bei zu viel Vorschub direkt den Fräser mitgenommen hat – naja, passiert. Die Geräusche, die beim Fräsen von Aluminium erzeugt werden klingen allesamt nach zu viel Spiel bzw. Flexibilität in den Achsen – vermutlich zurück zu führen auf das Rollensystem. Für den nächsten Test habe ich diese mittels den Exzenter Schrauben enger gestellt. Das Bild hat sich allerdings nicht verändert.
Hartholz
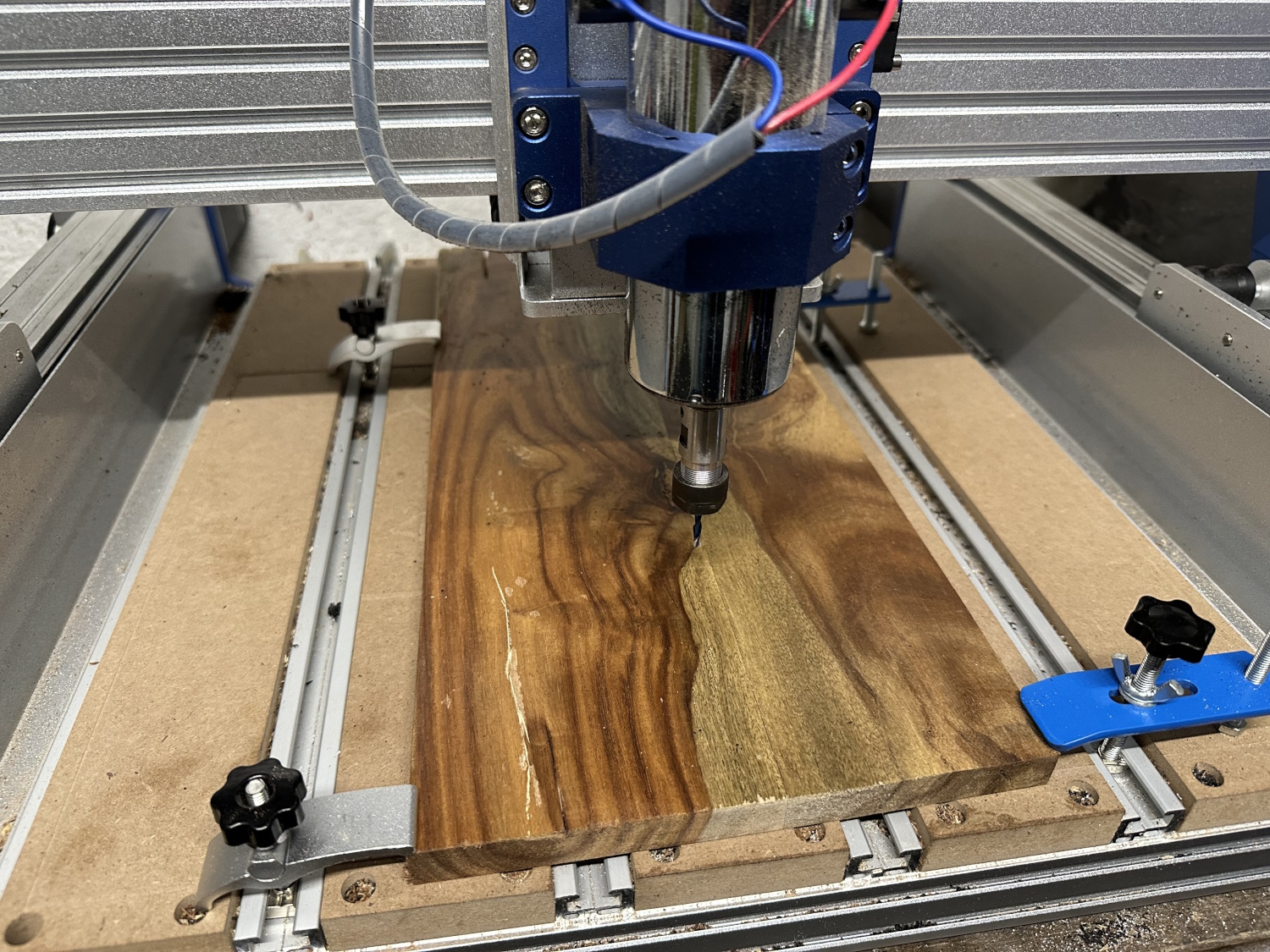
Um die Nachbarn wegen der Lautstärke im Keller nicht weiter zu stören, der Umstieg auf Hartholz. Bei Instructables bin ich auf das Modell von Christian Knüll gestoßen. Ein Messerblock der anderen Art, also kurzum auf das Maß skaliert, was noch an Hartholz herum lag und auf start gedrückt:

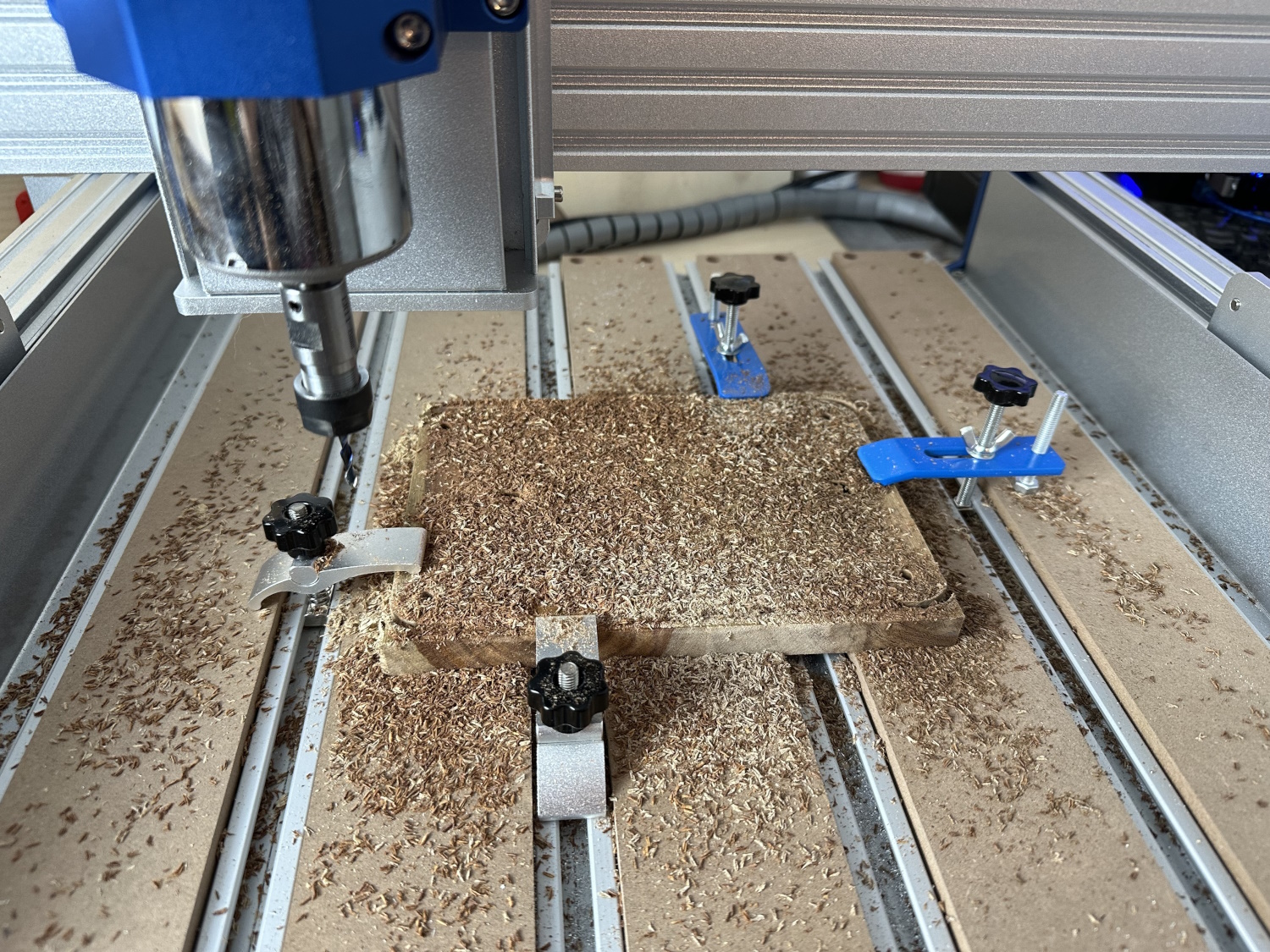


Das Modell ist richtig gut geworden. CAD CAM via Easel hat leider keine Fase zugelassen, sodass noch eine kurze Nacharbeit mit Oberfräse und etwas Schleifpapier nötig war. Zusammengeklebt und geölt sieht das Endergebnis folgendermaßen aus:

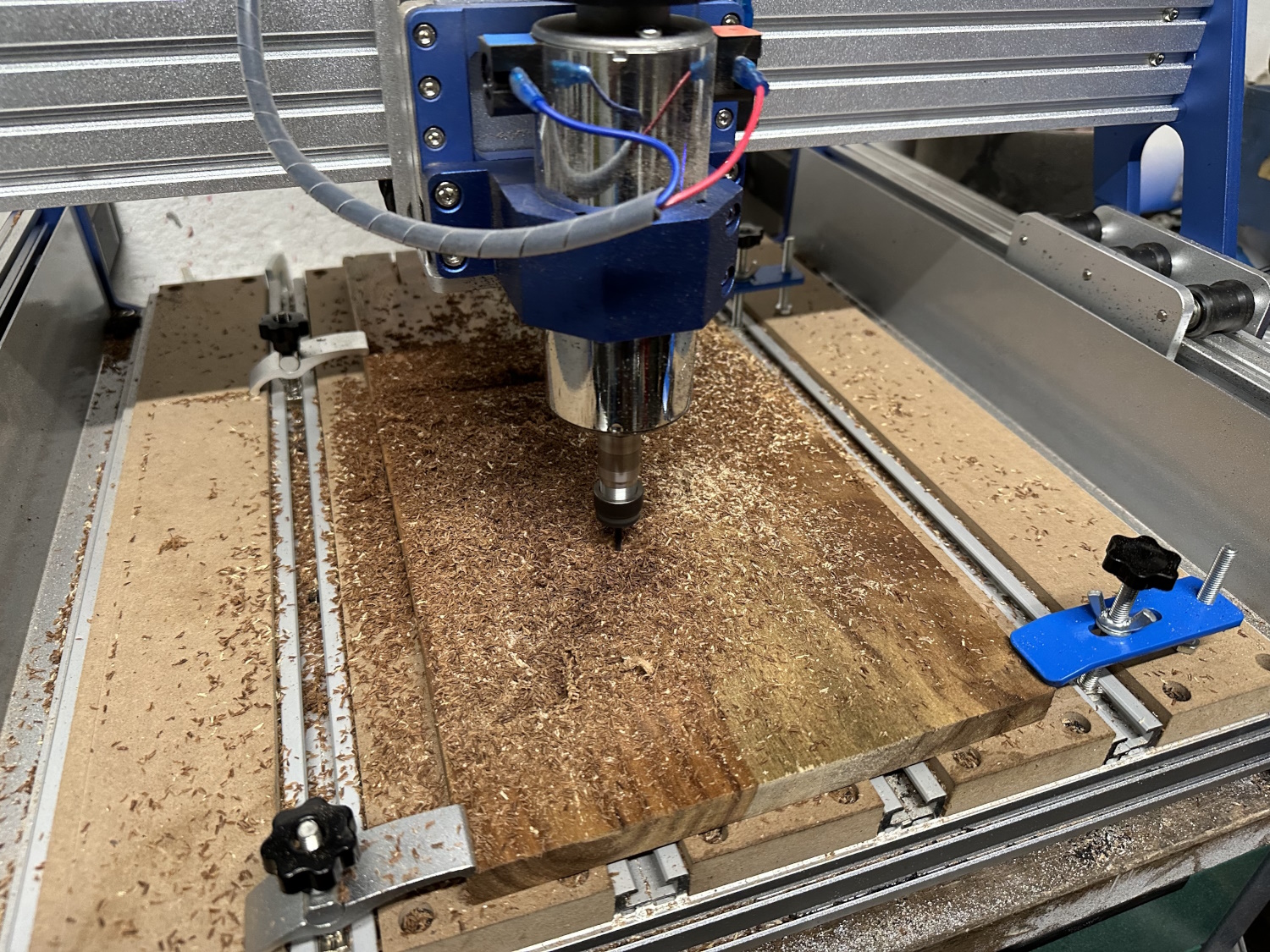
Eigentlich kommt oben noch ein Abziehstab auf den Arm, der mittels Magnet im Kamm gehalten wird, allerdings hatte unser Messerset leider keinen. Die Späne sehen vernünftig aus, die dabei entstanden Geräusche, wonach man tatsächlich gut bestimmen kann, ob die Schnittwerte passen, machten ebenfalls einen zuversichtlichen Eindruck. In Hartholz fühlt sich die 4030 PROVer XL wohl und macht mit solchen Projekten kurzen Prozess.

Sieht auf jeden Fall sehr gelungen aus. Demnächst werden wir noch in Kombination mit der CAD CAM Software Aspire und der 4030 PROVer XL V2 einige Projekte ausprobieren. Dann sollten sich sowas wie Fasen auch direkt mittels der CNC umsetzen lassen.
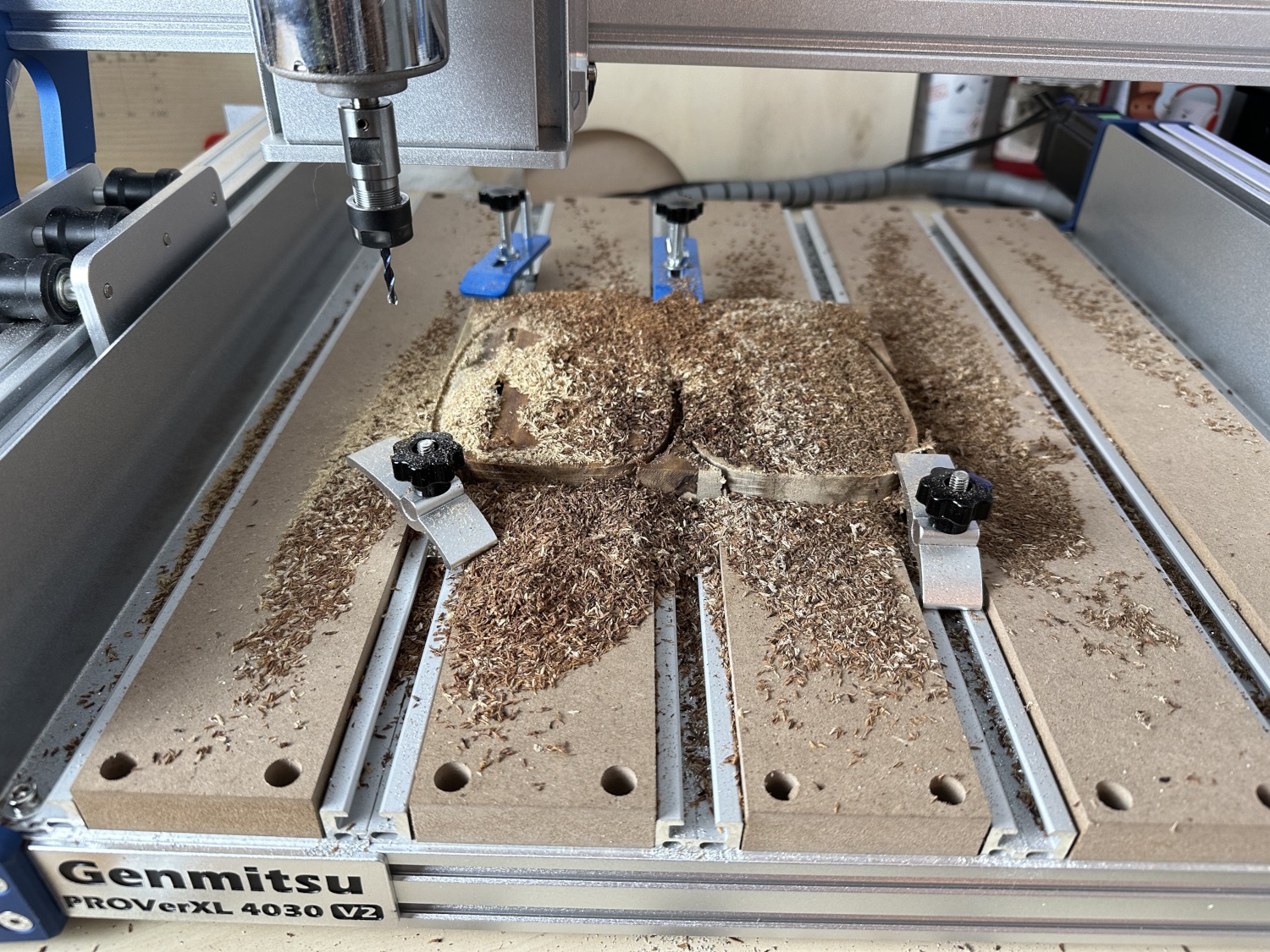
Aus dem gleichen Holz entstand auch diese Weltkarte. Die Datei gab es von Ashley Stillson bei Easel. Hartholz ist allerdings ein Kinderspiel für die 4030 PROVer XL V2, die Späne fliegen nur so davon und das Ergebnis ist wirklich spitze. Vorschub lag hier bei 2500 mm/min. Sowohl im Schrupp-, wie auch im Schlichtvorgang. Fehlt nur noch etwas blauer Epoxy als Wasser.



7075 T6 Aluminium
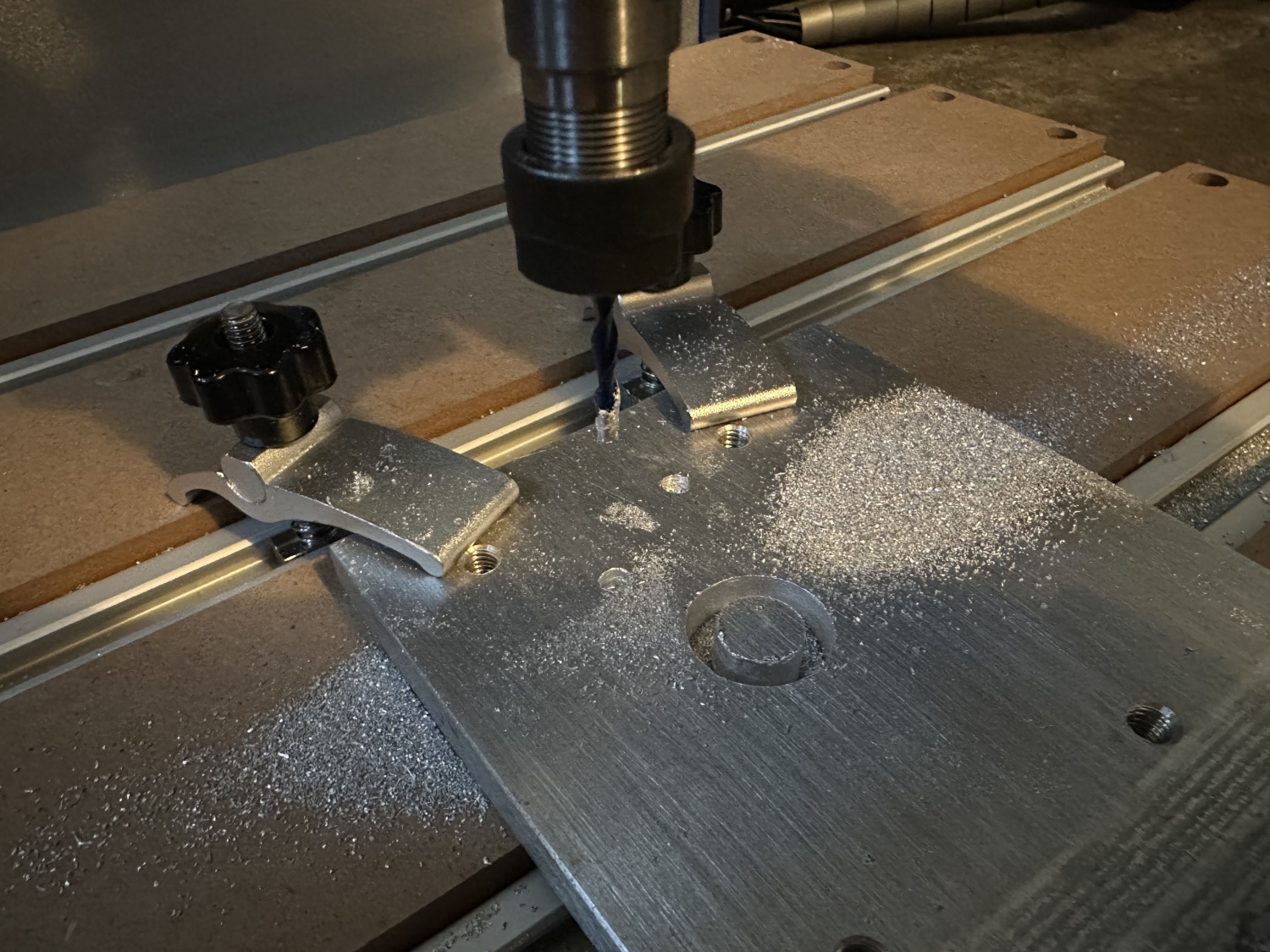
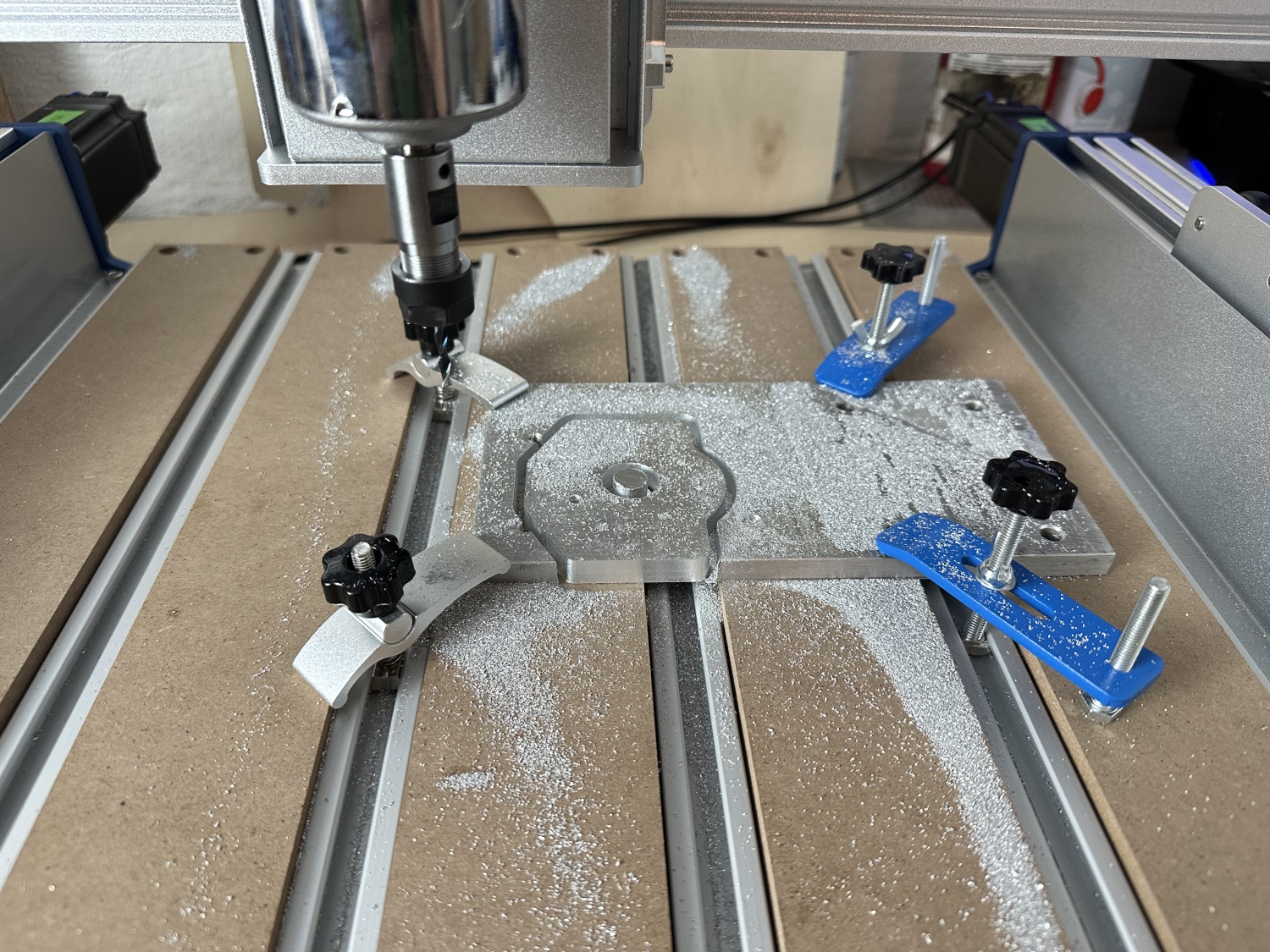
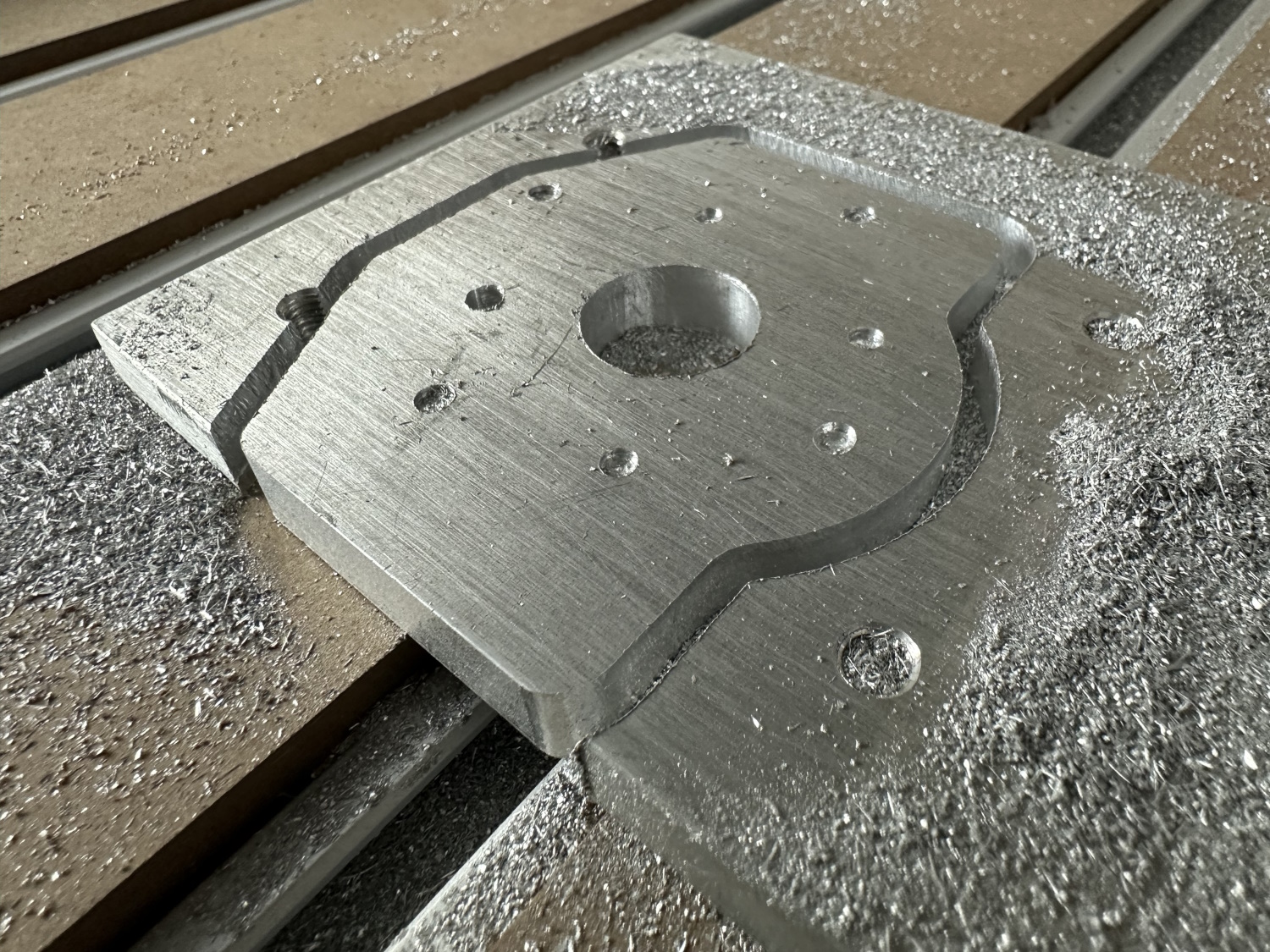
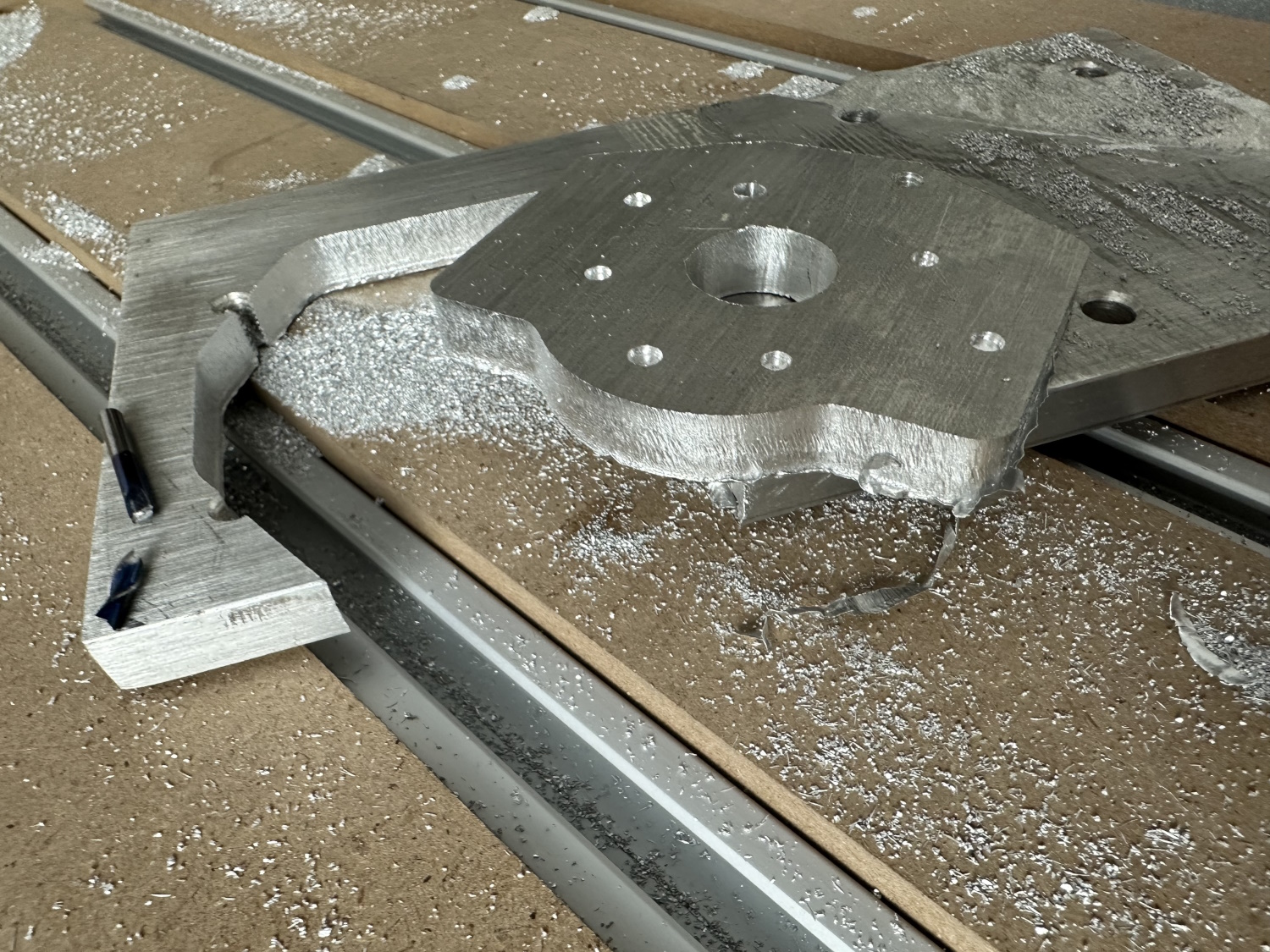
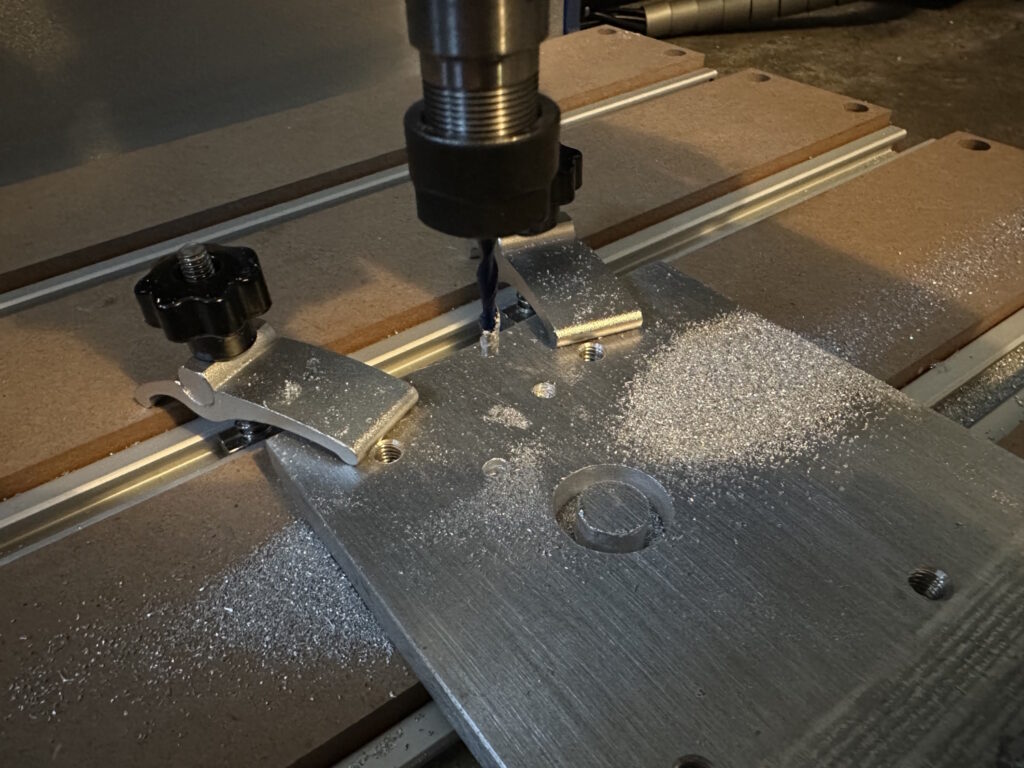
Für den Datsun muss eine andere Art der Gasbetätigung her. Von insgesamt 4 Umlenkungen soll auf einen Gaszug gewechselt werden. Dazu braucht es eine Scheibe, die eine Zugbewegung in eine Drehbewegung umwandelt. Diesmal in 7075 T6 Aluminium, also AlZnMgCu1,5, auf der 4030 gefertigt. Diese Legierung ist deutlich härter und schmiert den Fräser nicht zu, die Späne ergeben auch ein besseres Bild:
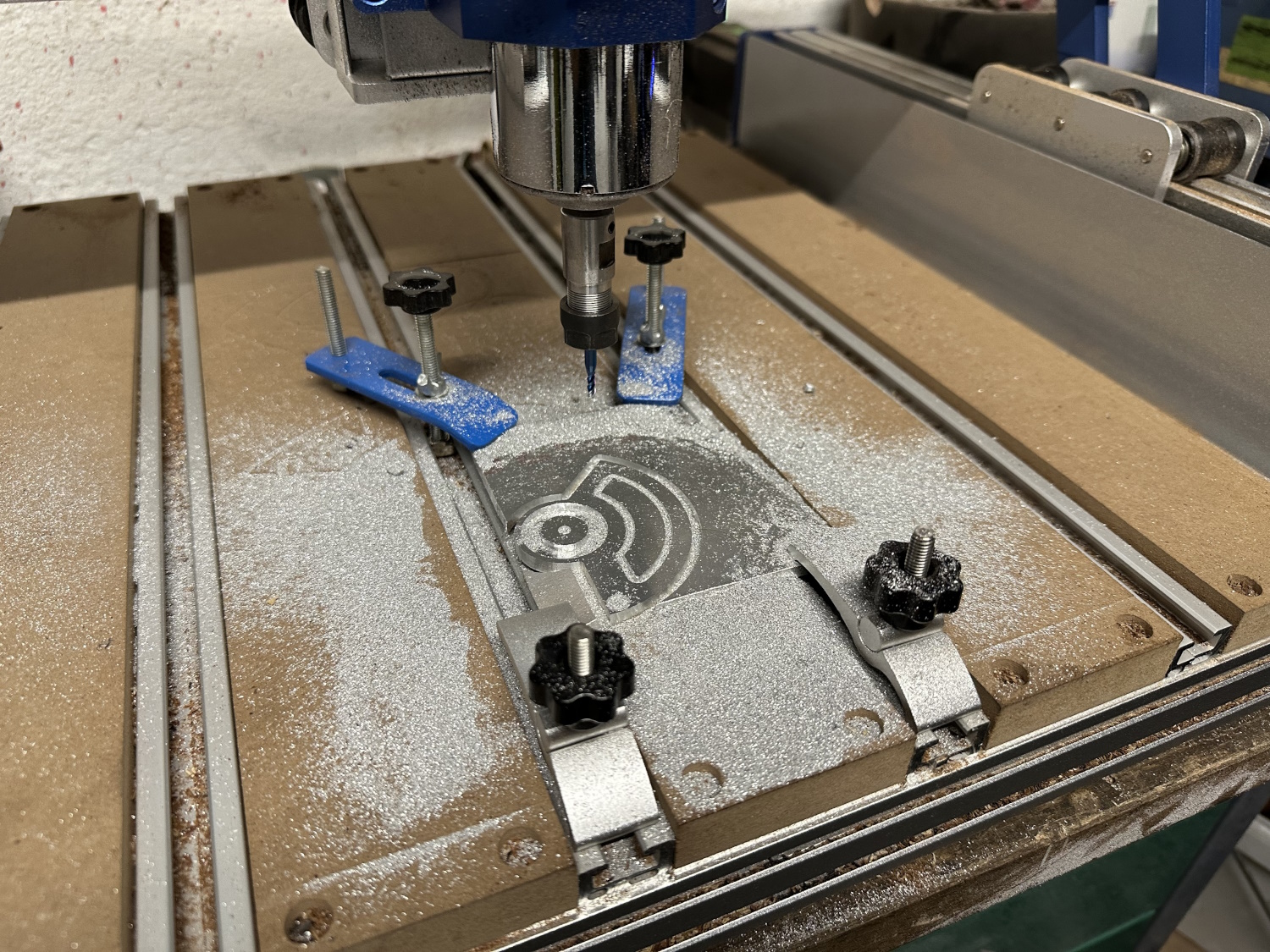
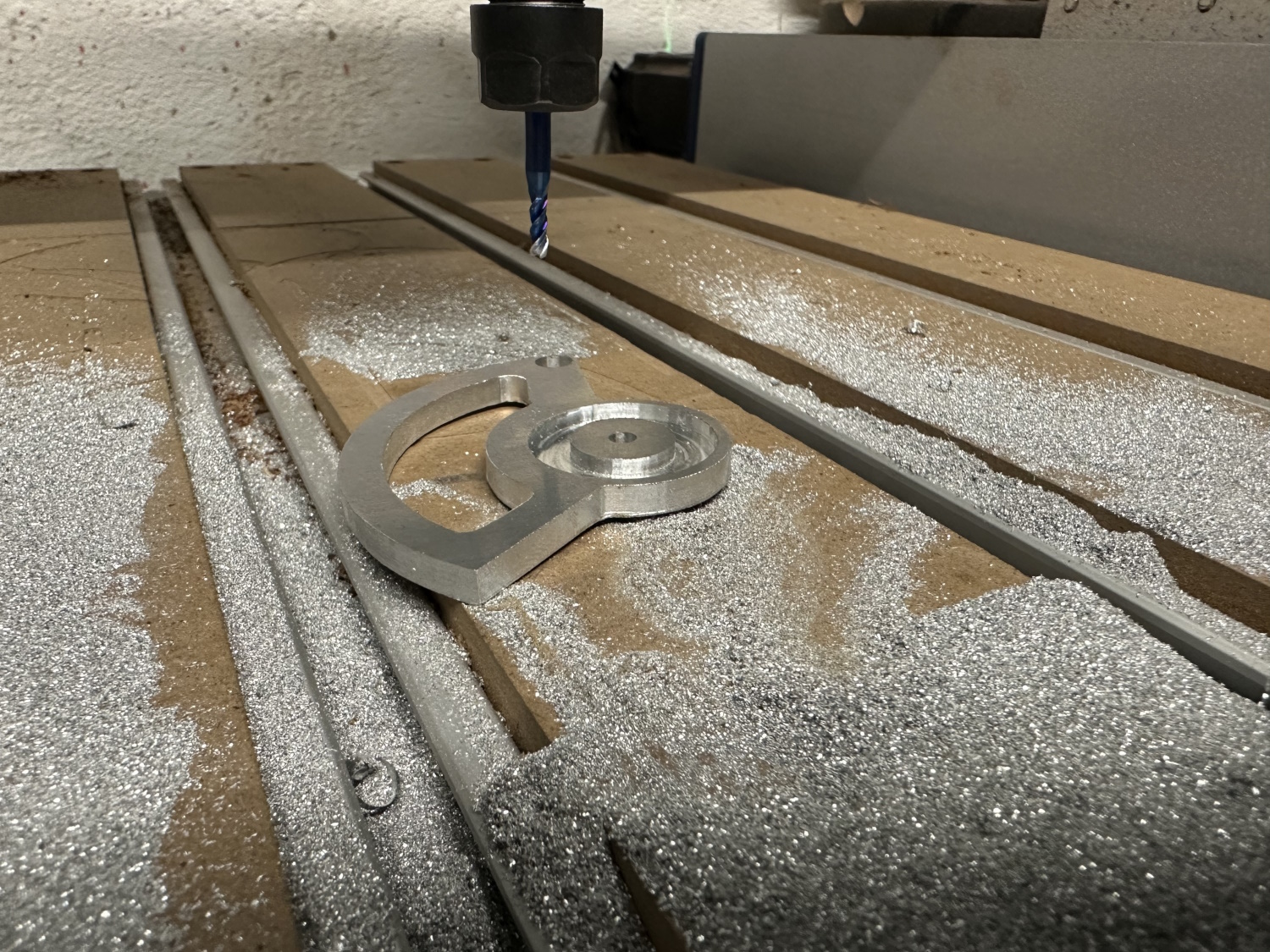

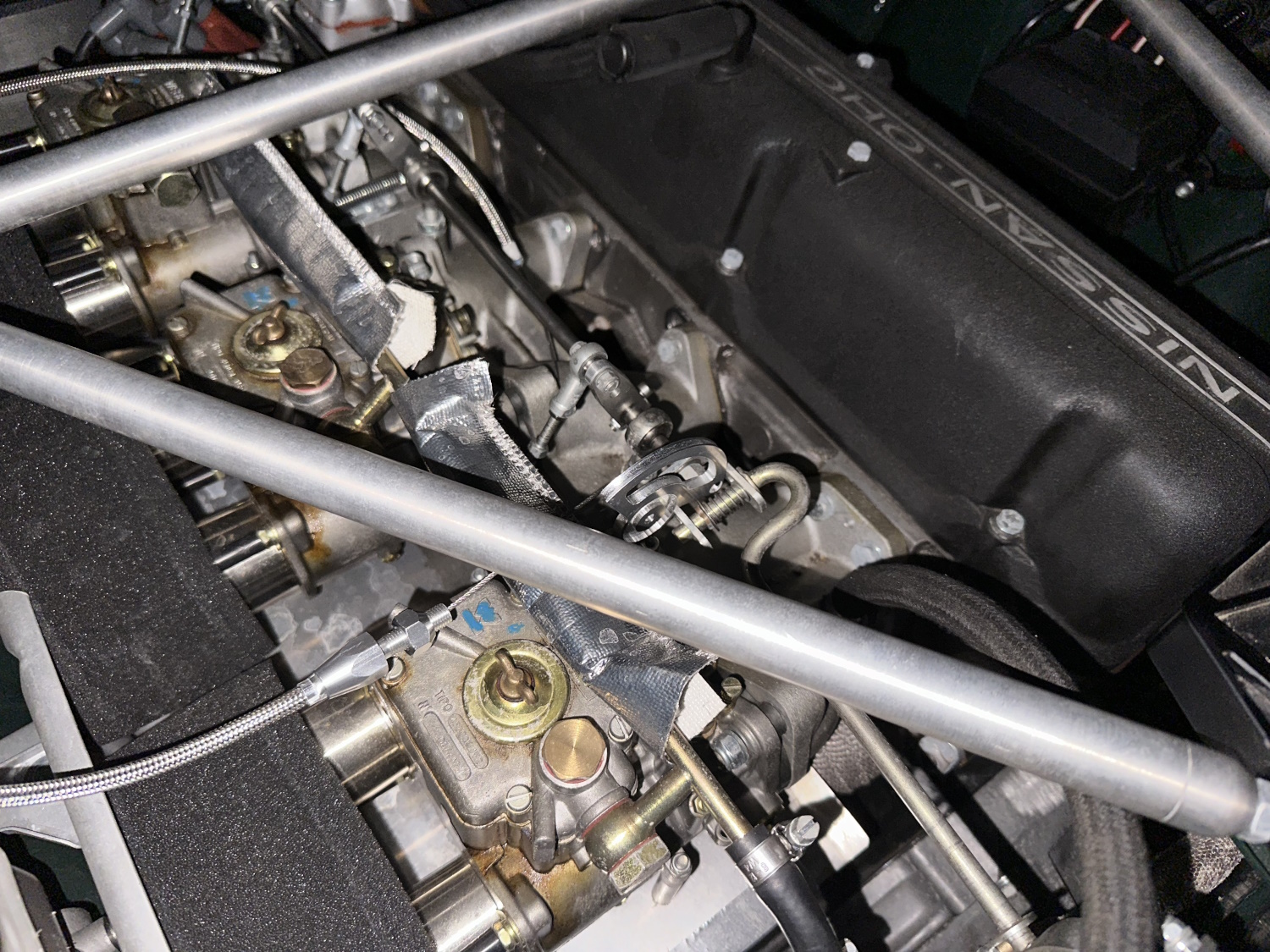
Ebenfalls mit 0,2 mm Zustellung, sieht das Ergebnis deutlich sauberer aus, allerdings im Umfang immer noch keine glatte Oberfläche. Bei Easel als CAM Programm ist standardmäßig aber auch eine Gegenlauf Fräsrichtung gewählt, die sich nicht ändern lässt. Gleichlauf konnte das Ergebnis auch schon verbessern. Ebenfalls auffällig, sind die Facetten bei der Tasche im Bereich der Bohrung. Das 3D Modell hatte hier wohl nicht genug Detailreichtum, sodass der Kreis eher als Vieleck ausgeführt wurde. Diese Oberfläche hingegen sieht dafür sehr sauber aus. Ebenso alle Z Flächen. Scheinbar lässt sich das deutlich härte Aluminium etwas besser bearbeiten. Mit einem einschneidigen Fräser und optimierten Schnittwerten lassen sich garantiert noch bessere Ergebnisse erreichen. Die Toleranzen von 0,05 – 0,1 mm Abweichung zum 3D Modell sind für eine Hobby Fräse in Ordnung. Die Drehzahl der Spindel lässt sich nicht über die Software regeln, was für mich zuerst von Nachteil erschien. Allerdings lässt sich mit dem Handrad an der Steuerbox bei laufendem Betrieb noch mal Klammern umsetzten oder Dinge nachmessen. Zuvor, wenn in der Software auf Pause gedrückt wurde, lief die Spindel auf der eingestellten Geschwindigkeit weiter. Jetzt Pause drücken, mittels Handrad die Drehzahl auf 0 reduzieren und ein sicheres Arbeiten ist möglich. Ebenso hilfreich sind die Schalter direkt auf der Steuerbox für Pause und Fortfahren (Resume) und Reset sowie natürlich der Notaus. Gerade Pause und Resume lassen sich mit einem richtigen Schalter viel schneller bedienen, als mit der Maus in der Software auf die Knöpfe zu drücken.
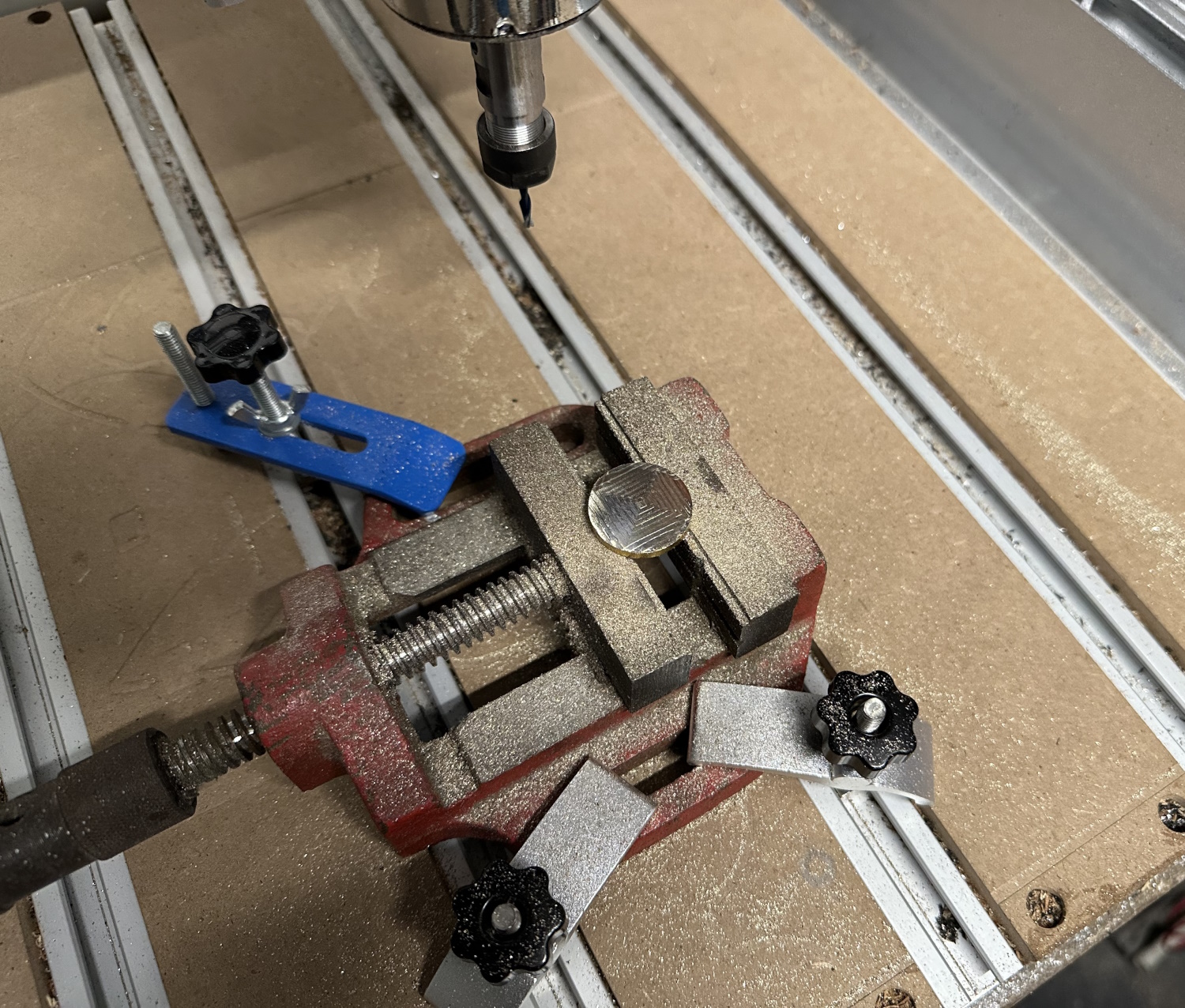
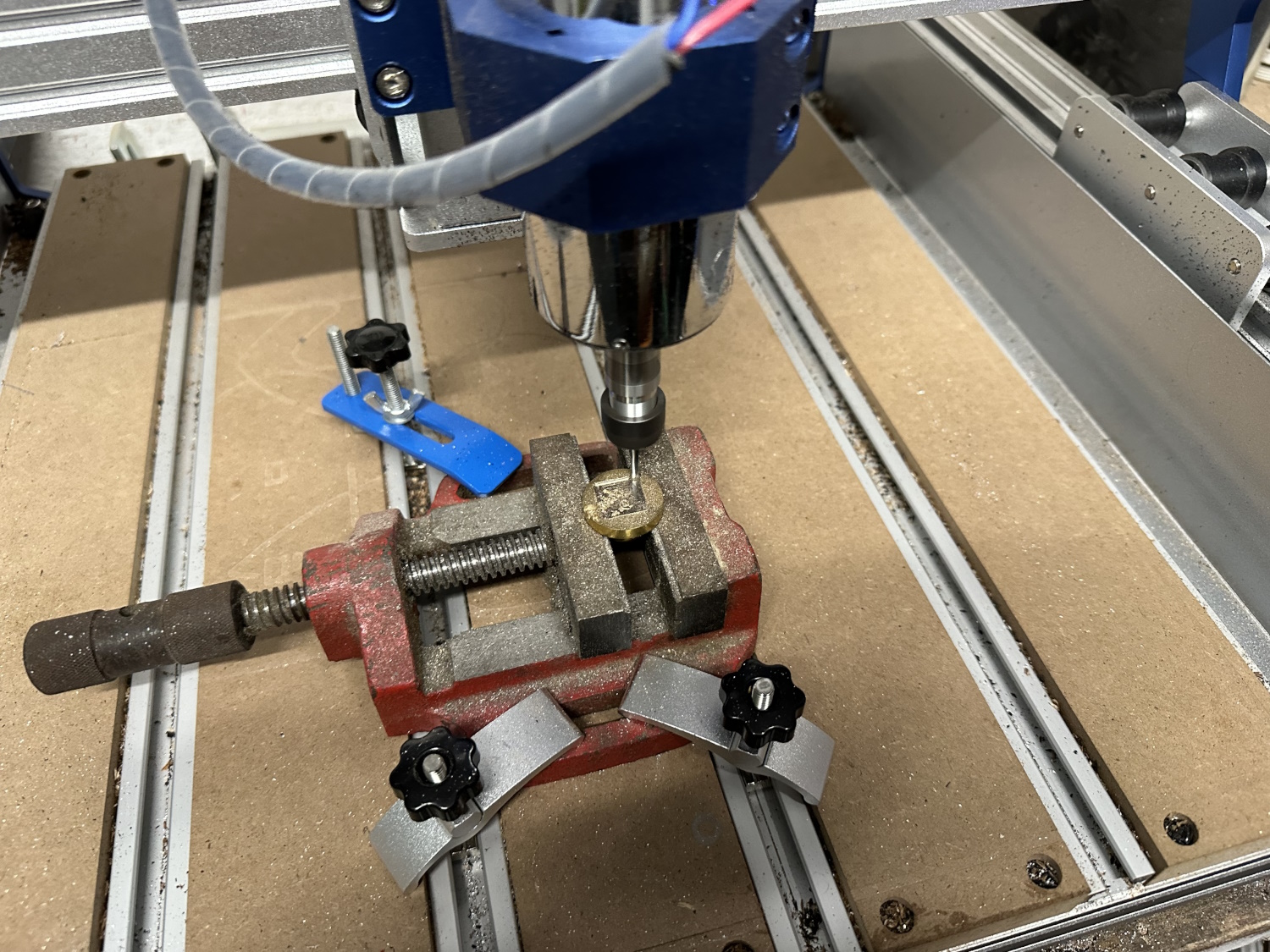
Messing
Weiter gings mit Messing. Nachdem einige Wachs Siegelstempel mittels Gravierfräser entstanden sind, war leider ein Design etwas daneben gegangen und nicht komplett zentriert. Einmal überplanen bitte:


Insgesamt macht die 4030 PROVer XL V2 ihre Arbeit durchweg gut. Bei der X Achse hat sich im Betrieb ein Klackern im Block der Kugelumlaufspindel bemerkbar gemacht. Vermehrtes Spiel oder eine Beschädigugn ist nicht aufgefallen. Vielleicht einfach nur fehlendes Fett – steht auf jeden Fall weiter zur Beobachtung. Im Vergleich zur vergrößerten 3020 Pro Max zur 3040 fällt der Vergleich schwer, denn zwischen beiden Modellen stehen je nach Angebot ca. 675€. Also quasi eine zweite 3020 Pro Max – bei gleichen Bauraumabmessungen und ähnliches Ergebnissen nach Aluminium und Holzbearbeitung.
Sicher ist, die 4030 PROVer XL V2 ist in fast jedem Aspekt wertiger Verarbeitet, hat viele Detailverbesserungen. Zum Vergleich schaut euch gern nochmal unseren Test zur 3020 Pro Max an. In den folgenden Zeilen wird die Maschine öfter Referenziert. Als Beispiel Endschalter auf allen Achsen-Endpunkten, mit Rollenbetätigung anstatt einfacher Blechfeder.
Die Schrittmotoren mit geschlossenem Regelkreislauf, die sicherlich das ein oder andere Projekt retten – ein effektiver Schutz gegen versetzen. Wenn ein Befehl nicht ausgeführt werden kann, dann wird die Position nicht verloren und das gesamte Achsensystem verschoben und meist das Projekt zerstört.
Bei einem klassischen Schrittmotor werden die Befehle nur empfangen und versucht umzusetzen. Es wird nicht geprüft ob diese wirklich korrekt ausgeführt wurden. Hiervon wird einfach ausgegangen, es kann also passieren, dass die Fräse komplett woanders operiert, als die Software denkt.
Bei unseren Tests waren die Fräserschneiden durch das Aluminium zugesetzt und der Motor blieb stehen – es konnte kein Span mehr erzeugt werden. Selbst nach so einem Zwischenfall, kurz pausiert, den Fräser gereinigt und weiter gemacht. Die Positionen und bereits gefrästen Bereiche wurden exakt wieder getroffen. Bei klassischen Schrittmotoren wären weiter Befehle gesendet worden, die allerdings gar nicht erst umgesetzt worden wären. Genau so kommt eine Verschiebung Maschinenkoordinaten zu reellen Koordinaten auf und das Werkstück wird meisten nicht glimpflich davon kommen.
Im Umgang ist manchmal ein Handrad für die Achsen praktisch, um diese manuell zu verstellen. Nachteil, die Position wird ohne das Wissen der Maschine verstellt. Aufgrund der zwei Y Motoren und der closed loop Schrittmotoren, ist dies allerdings nicht möglich und kommt auch auf den beiden weiteren Achsen nicht zum Einsatz. Gerade wenn die Maschine ausgeschaltet und gerade kein Laptop in Reichweite ist, ein praktisches Feature der 3020 Pro Max – dies ist kein negativer Punkt, aber erwähnenswert.
Das Spoilboard aus der Kombination MDF und T-Slot, wie bei der 4030 PROVer XL V2 ist deutlich vielseitiger als das reine Aluminium-Bett der 3020 Pro Max. Beim Verfahren im Eilgang mit 5000 mm/min hinterlässt die 4030 PROVer XL V2 Eindruck, da kann die 3020 mit ihren 2000 mm/min natürlich einpacken, wobei in der Standard Konfiguration sogar nur 1000 mm/min bei der 3020 Pro Max hinterlegt sind. Beim normalen Fräsvorgang werden diese Geschwindigkeiten allerdings nicht erreicht, sodass die 2000 mm/min für viele Projekte ausreichend sind. Große Projekte haben aber einen Zeitvorteil, wenn sie mit erhöhten Vorschüben und Eilgängen gefahren werden können.
Die Reinigung gestaltet sich durch das geänderte Bewegungssystem mit fahrender XZ Brücke und den Abschirmblechen an allen Achsen bei der 4030 PROVer XL V2 als deutlich schneller erledigt. Durch die Schleppketten sind dazu alle Kabel sauberer verlegt. Insgesamt hinterlässt sie durch die Verarbeitung in kompletter Metallbauweise, die matt, blau eloxierten Bauteile und vielen Fräsbauteilen sowie der größtenteils versteckte Mechanik einen ganz anderen Eindruck, als noch die klassische Desktop 3020 Pro Max.
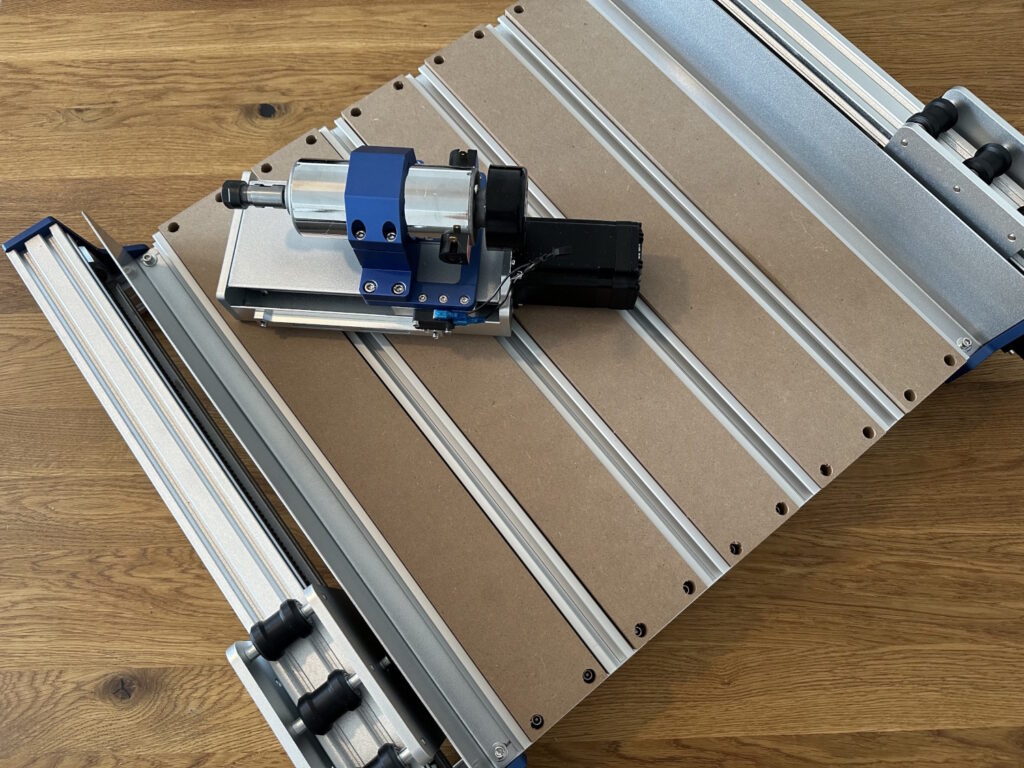
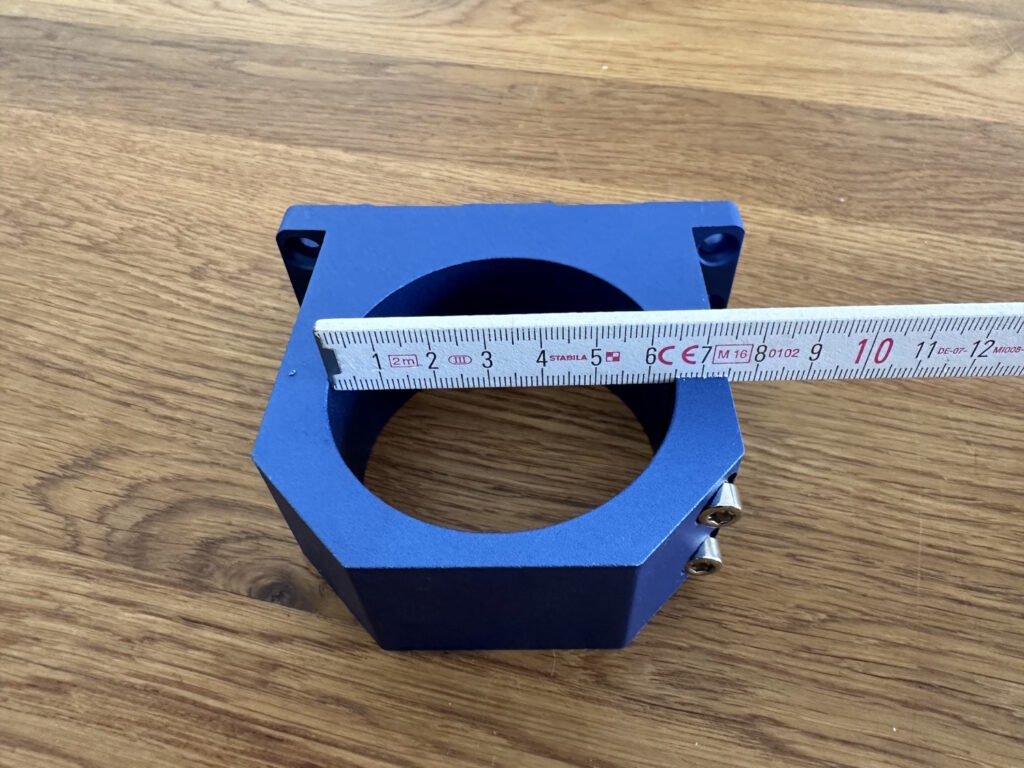
Für die 4030 PROVer XL V2 startet die Reise aber auch erst. Die beigelegte Spindel ist für den Anfang ausreichend, der mitgelieferte 65 mm Halter bzw. der optional erhältliche 69 mm Halter schreien direkt nach einem Upgrade zu einer VFD kontrollierten Spindel oder einem Oberfräsen-Motor. Aufgrund von Standzeiten und Lautstärke, würde ich definitiv ersteres empfehlen. Im Idealfall werden später die Rollen durch ein Linear-Führungssystem ersetzt, dies würde die Stabilität weiter erhöhen.


3 Kommentare zu “[Review] SainSmart Genmitsu PROVerXL 4030 V2 CNC”