
Spannklammern
Die Aufspannung des Werkstückes ist immer ein interessantes Thema bei der CNC Fräsbearbeitung. Viele nutzen Kreppband und Sekundenkleber, was bei flachen Holzprojekten sehr gut funktioniert. Allgemein bei weichen Materialien, wir haben auch schon mehrere Linolschnitte CNC gefräst und die dünnen Platten mittels doppelseitigem Klebeband befestigt.
Spätestens bei Metallbearbeitung sollte aber auf richtige Klammen gewechselt werden.
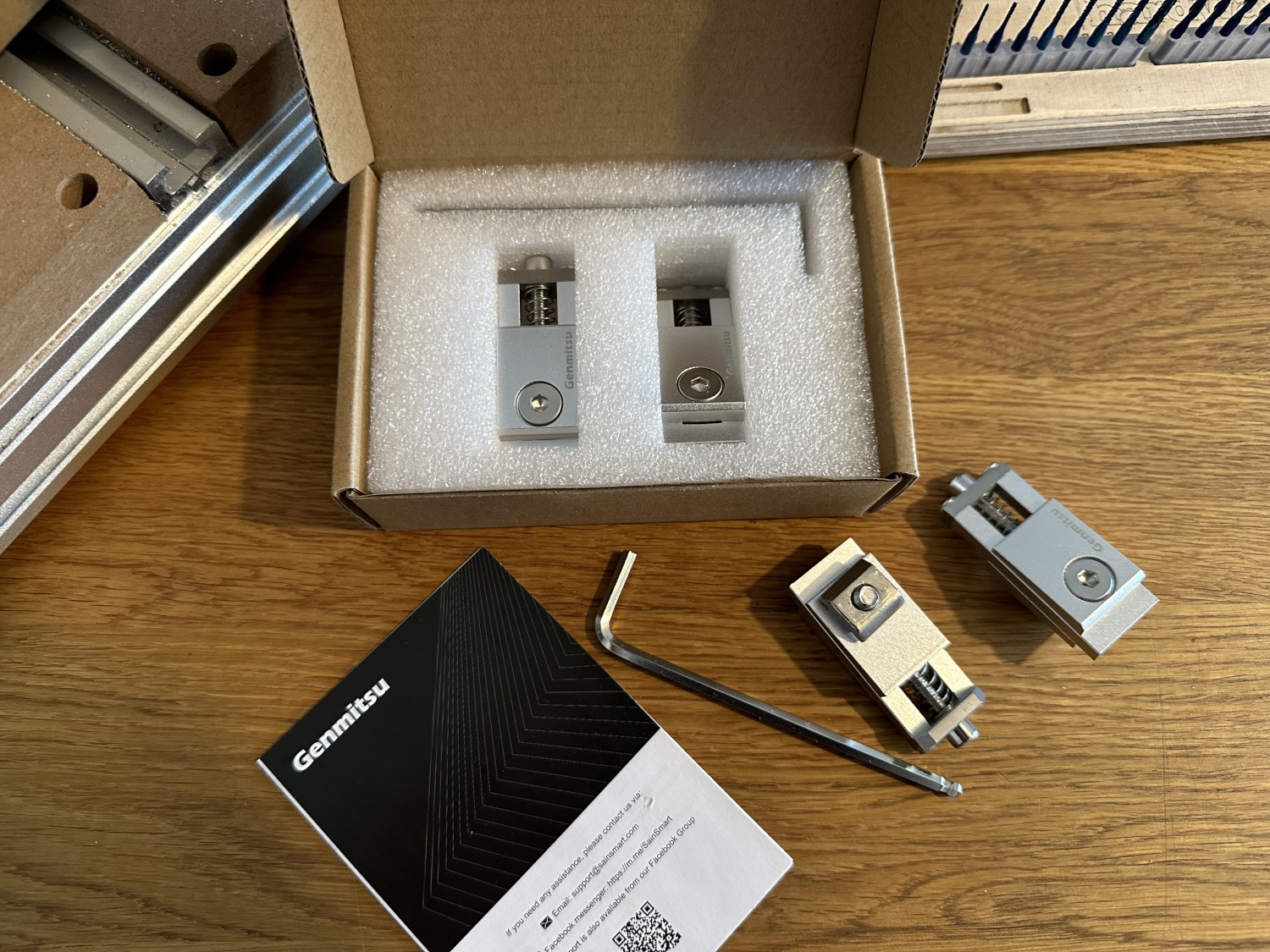
Ähnlich wie bei der Spindel sind die beigelegten Klammern erst der Anfang. Sie tun ihren Job, stehen aber oft sehr hoch über dem Werkstück hinaus. In einem vorherigen Artikel haben wir die silbernen, werkzeuglose Spannklammern für T Slots vorgestellt:
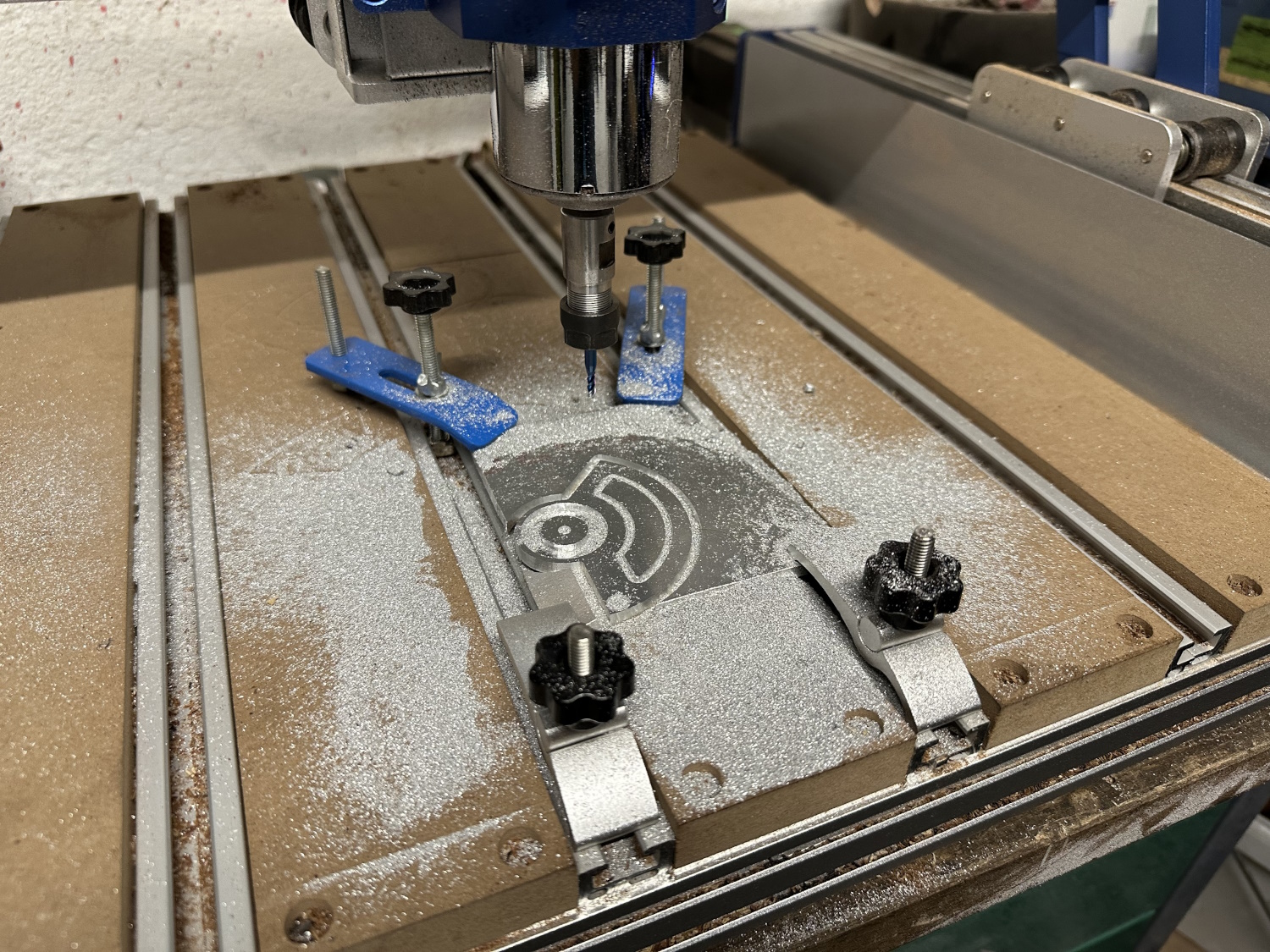
Schon einfacher in der Anwendung und flacher, aber jetzt gibt es von SainSmart eine noch deutlich geringer aufbauende Version. Nur 15 mm Höhe. Allerdings wird die Verwendung eines Inbusschlüssels nötig. Dafür wird meist das Material höher als die Klammern sein, bei Überfahrten des Werkzeuges über euer Projekt ist es also fast nicht möglich aus versehen die Klammer zu treffen.

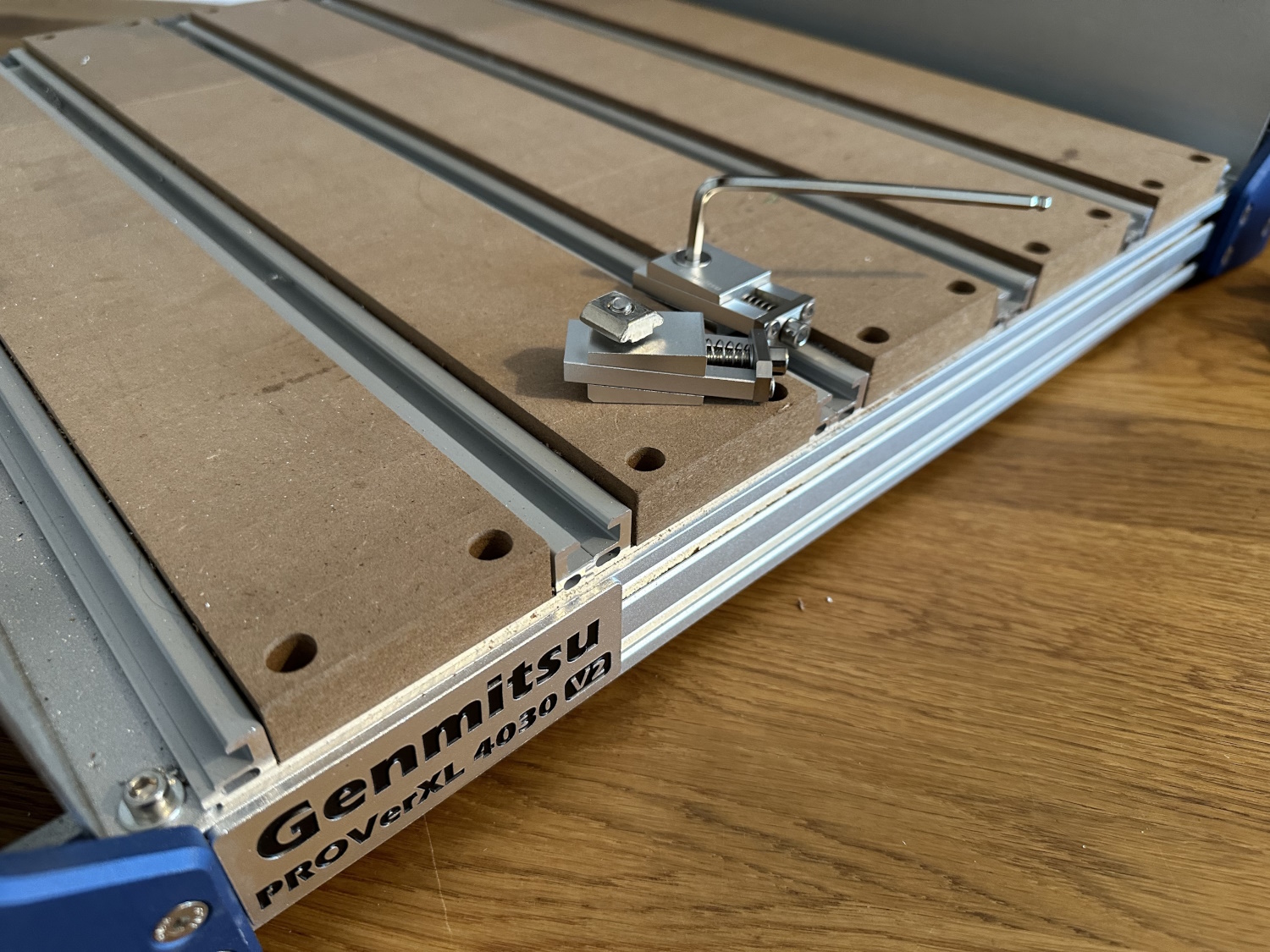
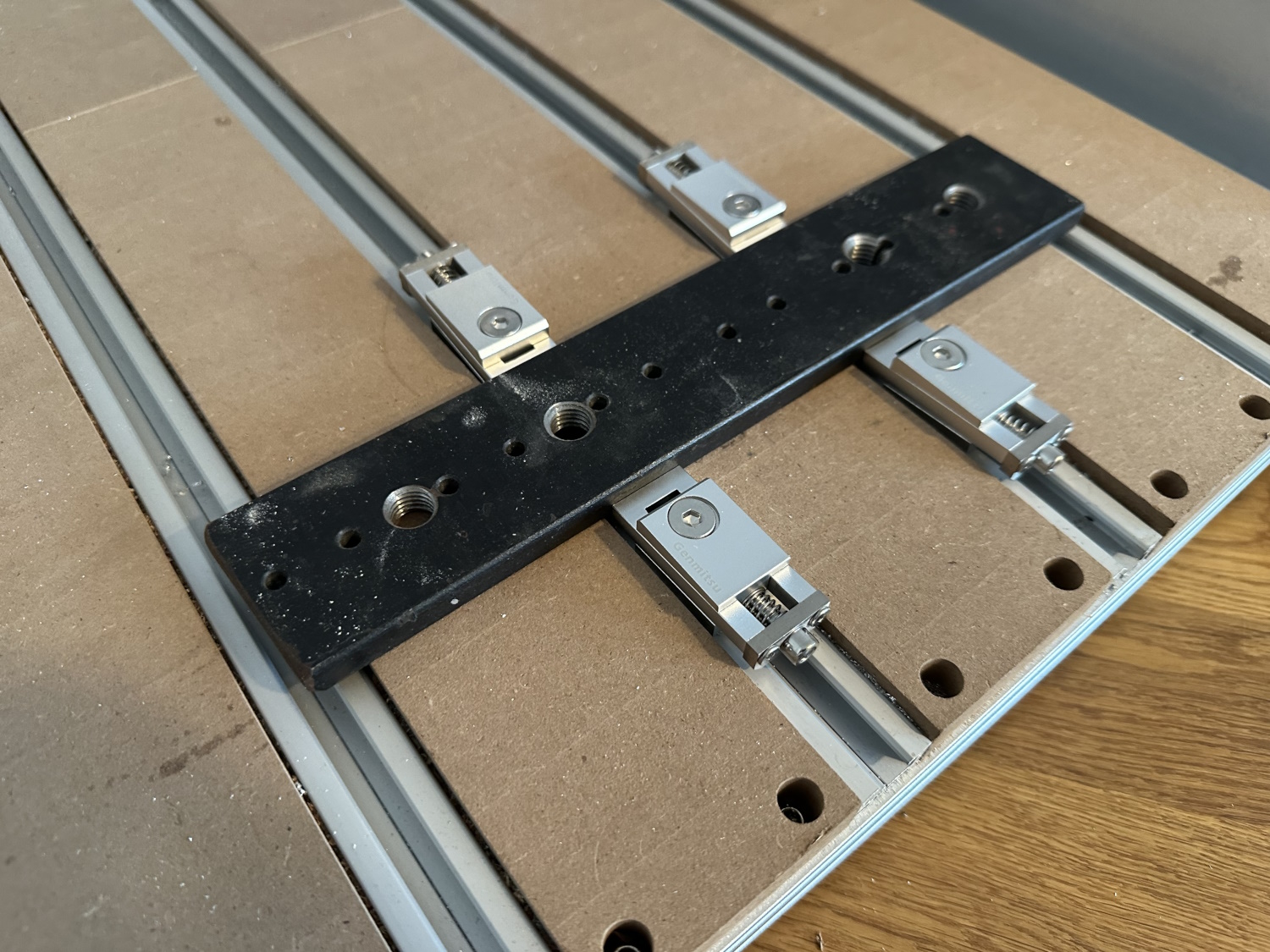
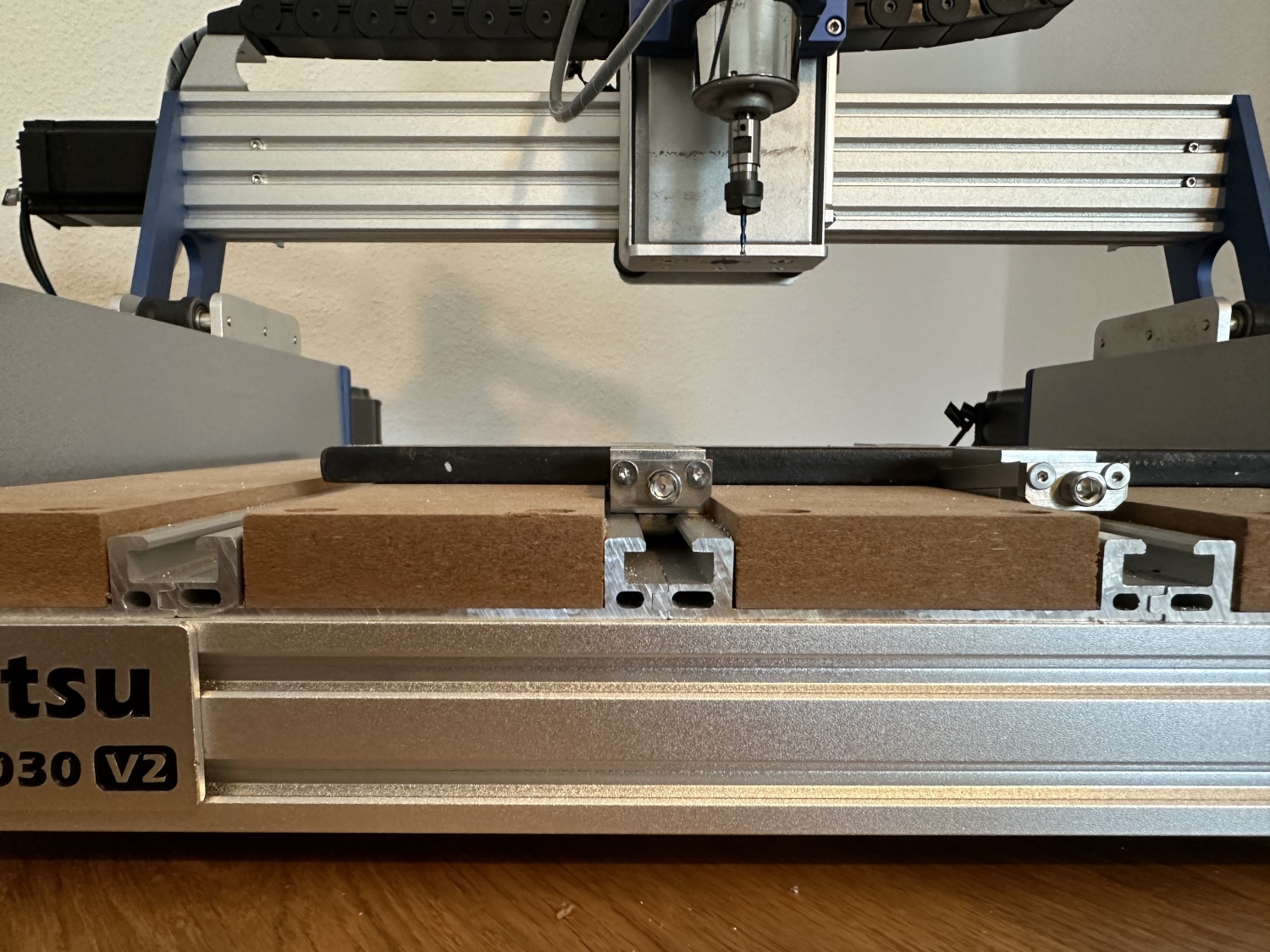
Mittels der oberen Schraube wird die Klammer im T Slot verankert, die seitliche Schraube spannt das Material. Auch gut in Kombination mit einem feststehenden Winkel oder feststehenden Pins auf einer Seite des Werkstücks. Der Spannteil ist schräg nach unten geführt, sodass beim Spannen eine Bewegung Richtung Fräsbett stattfindet. Es hilft manchmal nach leichtem anziehen, das Werkstück mittels Gummihammer nochmals auf das Fräsbrett zu drücken, anschließend die Klammern weiter anziehen.
Insgesamt eine gute Erweiterung im Sortiment. Oftmals hilft es verschiedenste Spannsysteme griffbereit zu haben, das jedes Projekt anders ist.
iMatic Box 02 Relais
Eingangs, beim Spindel Upgrade, haben wir die Relais Box bereits kurz erwähnt. Denn egal mit welchem Motor man die Fräse ausstattet, die meisten haben eine eigene Stromversorgung, welche nicht auf die der CNC Steuerung aufbaut. Bei VFD kontrollierten Spindeln lässt sich über eine Schaltung das originale Signal adaptieren und mit etwas Geschick auch die Drehzahl steuern.

Wenn fertige Motoren oder Oberfräsen a la Makita, Dewalt etc. verwendet werden, ist dies nur mit zusätzlicher Hardware möglich. Die Steuerbox der CNC besitzt ansonsten keine Möglichkeit ein 230V Motor anzusteuern. Zumal die Oberfräsen für eine Handbedienung ausgelegt sind. Die Drehzahl muss somit leider weiterhin am Motor selber vorgewählt werden, allerdings lässt sich das EIN und AUS Schalten automatisieren.

Die iMatic Box bietet genau diese Funktion für zwei 230V Geräte. Zum Beispiel lässt sich neben der Spindel auch die Absaugung, Kompressor oder die Kühlmittelpumpe anschalten. Dabei ist alles Plug and Play ohne auftrennen von Kabeln, löten etc. Einfach anschließen und fertig, im obigen Bild bereits auf der CNC Steuerung montiert.
Lieferumfang
Neben der Relais Box befinden sich fünf Adapterkabel, vier Befestigungsschrauben mit passendem Inbusschlüssel, ein Kaltgerätekabel und eine u.a. deutsche Anleitung im Karton.




Anwendung
Die Adapter Kabel dienen der Signalsteuerung. Je nach SainSmart CNC Modell werden andere Stecker bzw. Pinbelegungen genutzt.

| Kabel | CNC-Modell |
| A | 3018 PRO, 3018 PROVer V2, 3020 PRO MAX V2, 3030 PROVer MAX, 4040 PRO, 4040 Reno |
| B | PROVer XL 4030 V1 |
| C | 3018 PRO, 3020 PRO MAX |
| D | PROVer XL 4030 V2 |
| E | 3018 PROVer |
| im Lieferumfang der CNC | PROVer XL 6050 |
Die Relais Box wird an den Laseranschluss der CNC angeschlossen. Die Kabel sind mit Buchstaben beschriftet und bringen ein PWM Signal von der CNC Steuerung zur Relais Box (PWM in). Damit die Box auch mit anderen Modellen von Fremdherstellern funktioniert ist zusätzlich ein 0-10V Analog Eingang vorgesehen. 12V muss trotzdem für die Steuerung innerhalb der iMatic Box bzw. dessen Relais zur Verfügung gestellt werden. Deshalb ist selbst auf dem Analog Eingang ein Label mit 12V.

Wir konzentrieren uns in diesem Artikel aber ausschließlich auf die Kombination mit der 4030 PROVer XL V2 und benötigen somit nur das mit D gekennzeichnete Kabel. Vorn in den Laser Anschluss der CNC Steuerung und hinten in die Relais Box.




Falls zusätzlich ein Laser benötigt wird, kann dieser an PWM Out an der Relais Box angeschlossen werden, das Signal wird entsprechend durchgeschleift. Dies passiert allerdings immer, also Vorsicht. Wenn der Laser genutzt wird, kann trotzdem der Fräsmotor eingeschaltet werden und andersherum.
Damit Geräte, die an der 230V Steckdose angeschlossen sind, mitlaufen muss auf der Vorderseite der “Relay Enable” Schalter gedrückt sein, das blaue Licht leuchtet. Falls dem nicht so sein sollte, wird zwar immer noch das PWM Signal zum Laser durchgeschliffen aber die Zusatzgeräte bleiben bei Start des Projektes aus. Gerade wenn man z.B. auch eine Absaugung oder einen Kompressor mit versorgt sollte also darauf geachtet werden, wie die Schalterstellungen sind, bzw. welche Geräte gestartet werden.
Insgesamt ist die Relais Box für 10 A ausgelegt und auch entsprechend abgesichert. Also sollten die angeschlossenen Geräte nicht viel mehr als 2000 W ziehen. Folgende technische Daten werden von SainSmart angegeben:
| Stromversorgung | 12 V DC |
| PWM Spannung | 5 V DC |
| PWM Frequenz | 1K Hz |
| Min. PWM Tastverhältnis | 0,5 % |
| Analog Eingangsspannung | 0-10 V DC |
| Min. Einschaltspannung | 0,1 V |
| AC Eingang | 220 V AC, 50 Hz |
| AC Ausgang | 220 V AC, 50 Hz |
| AC max. Strom | 10 A |
| Reaktionszeit | 250 ms |
| Betriebstemperatur | – 20°C – 85°C |
| Abmessungen | 140 x 113 x 65 mm |
| Gewicht | 579 g |
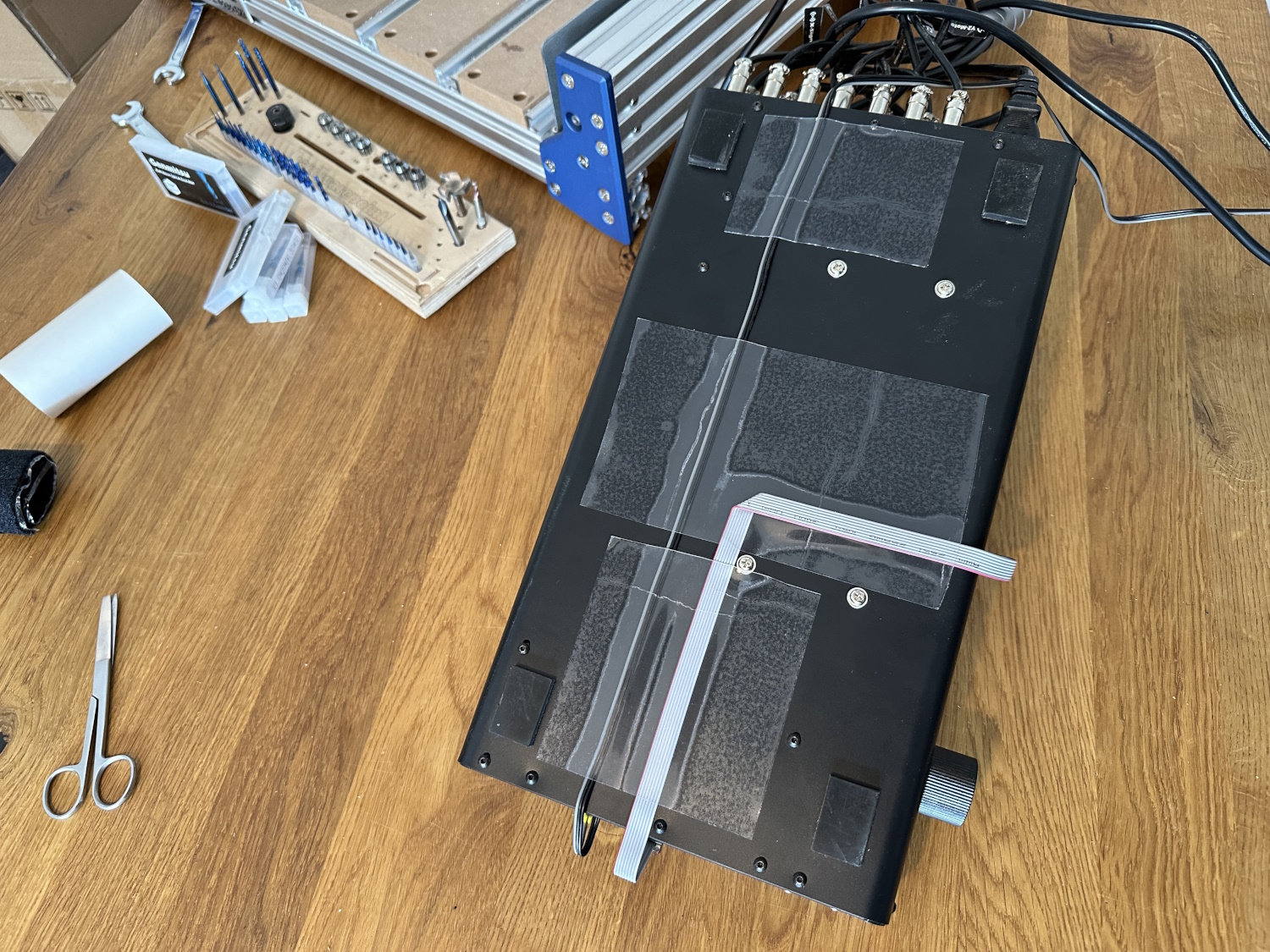
Zur Befestigung lagen zwar vier Schrauben bei, allerdings hab ich die Box mit Klett auf die CNC Steuerung geklebt, direkt neben das Wireless Modul, was wir im vorherigen Artikel bereits ausführlich vorgestellt haben. Somit wird kein PC mehr benötigt um den Maschinencode zu schicken und man hat trotzdem ein benutzerfreundliches Interface. Mittlerweile auch im Landscape Modus, zumindest auf iPad, bald auch auf Android Tablets.


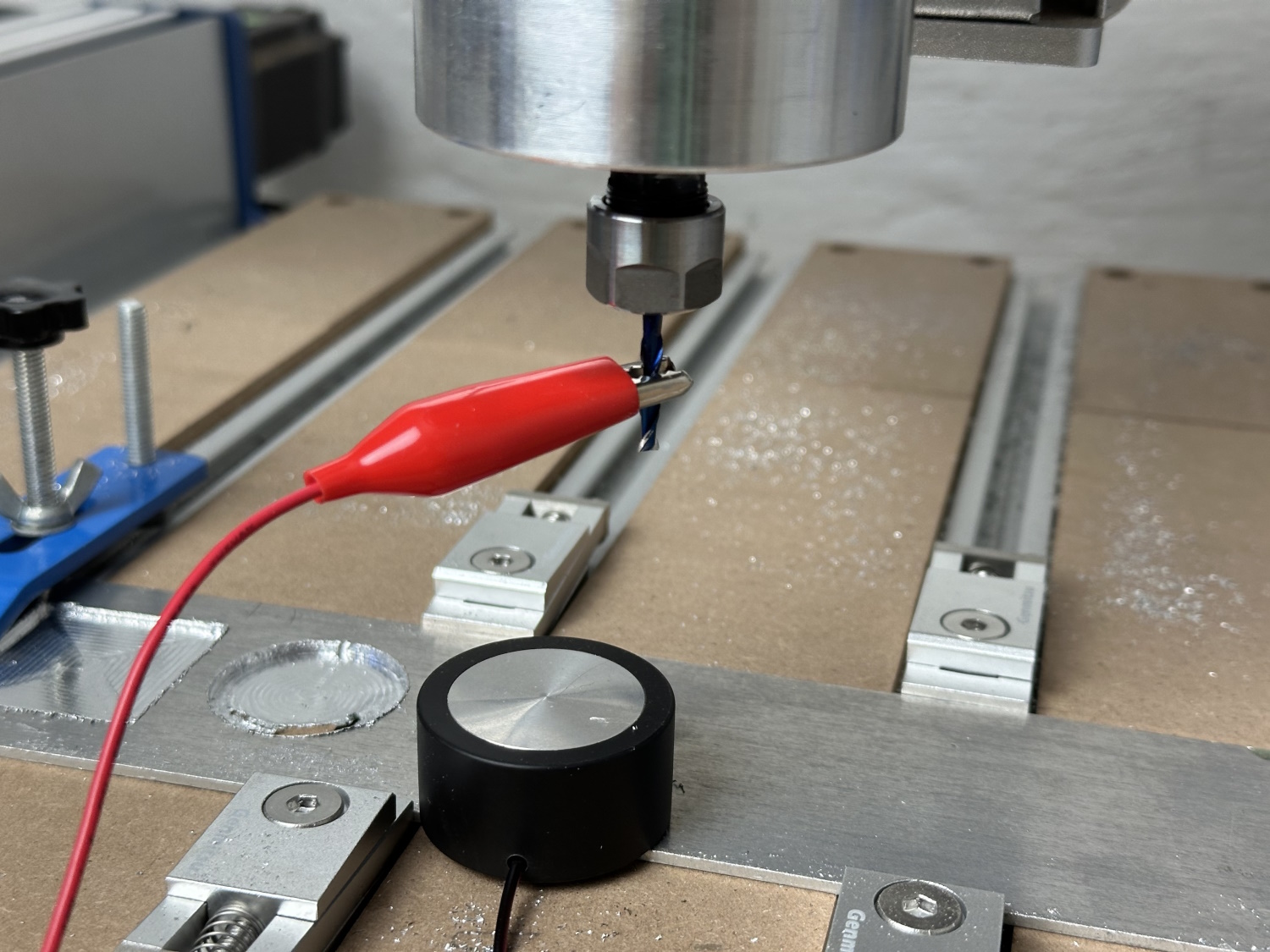
Durch die Verwendung eines handelsüblichen Stromkabels mit Erdung, stellt sich direkt ein weiterer positiver Effekt ein, den man dem Motor bzw. der Relaisbox zuschreiben kann. Die Z Sonde benötigt nur noch ein Kabel. Die Krokodilklemme am Werkzeug und die Masseplatte lassen sich deutlich vereinfachen. Erst wurde ich stutzig, als bei den Testfräsungen immer folgender Fehler auftauchte:
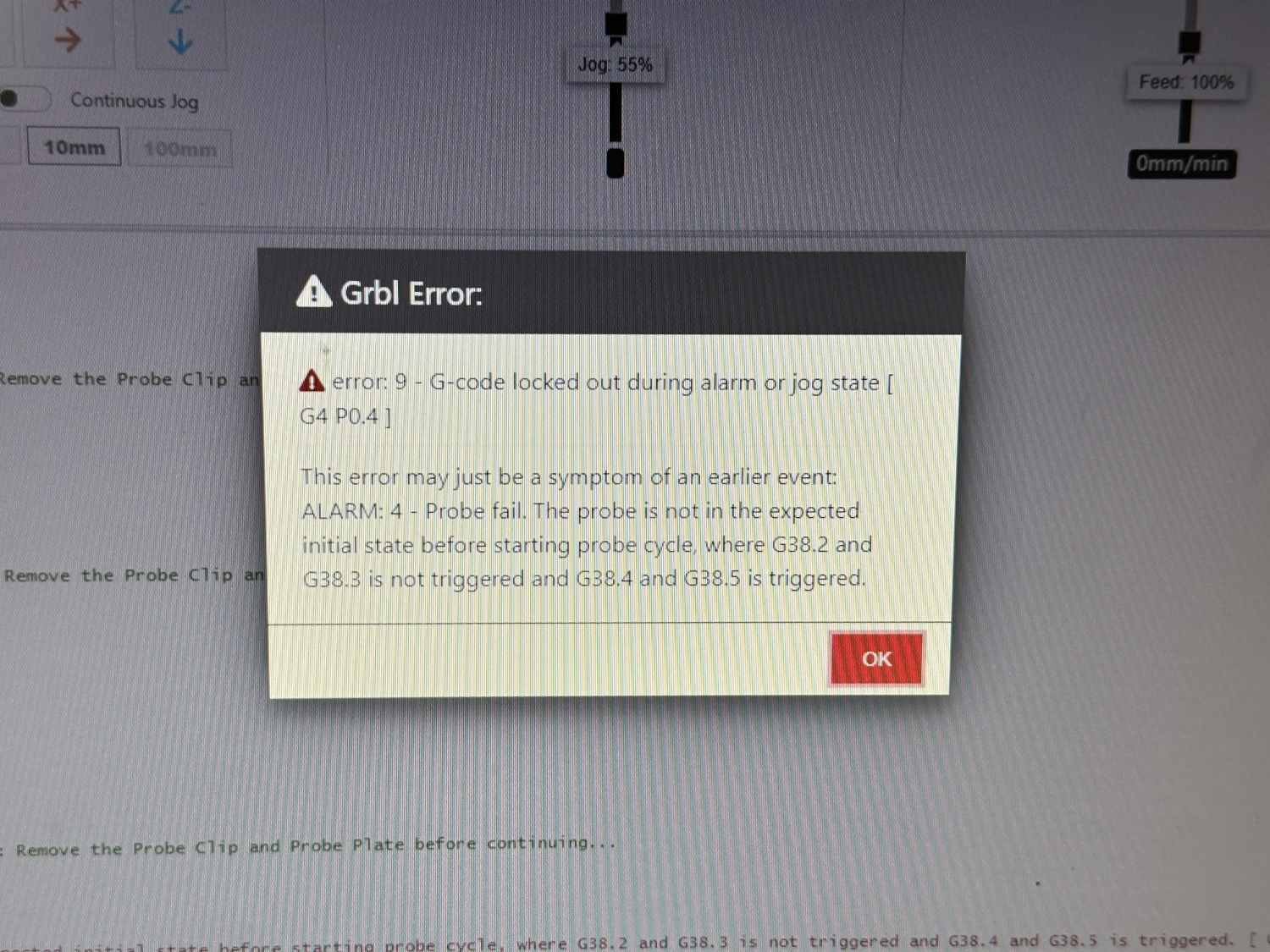
Bis mir aufgefallen ist, dass durch die Masseverbindung des Gehäuses der Strom, der über die Krokodilklemme eingeleitet wird, direkt den Kontakt schließt. Also kurzerhand die Leitung mit der Krokodilklemme entfernt und am Stecker die Grundplatte mit der zuvor noch vorhandenen Krokoklemme getauscht. Ergebnis: die Spannung liegt an der Grundplatte an und sobald das Werkzeug die Grundplatte berührt, wird der Stromkreis über die Masseverbindung des Gehäuses geschlossen und der Z Wert genullt.
Perfekt – kein manuelles anklemmen der Krokodilklemme mehr. Funktioniert aber auch nur mit isolierten Z Probes, die eine Kunststoffumhausung haben, da sonst der Stromkreis auch anderweitig geschlossen werden kann.
Inhaltsverzeichnis:



1 Kommentar zu “[Review] SainSmart PROVer XL Upgrades 4030 V2.1”