
Tuning
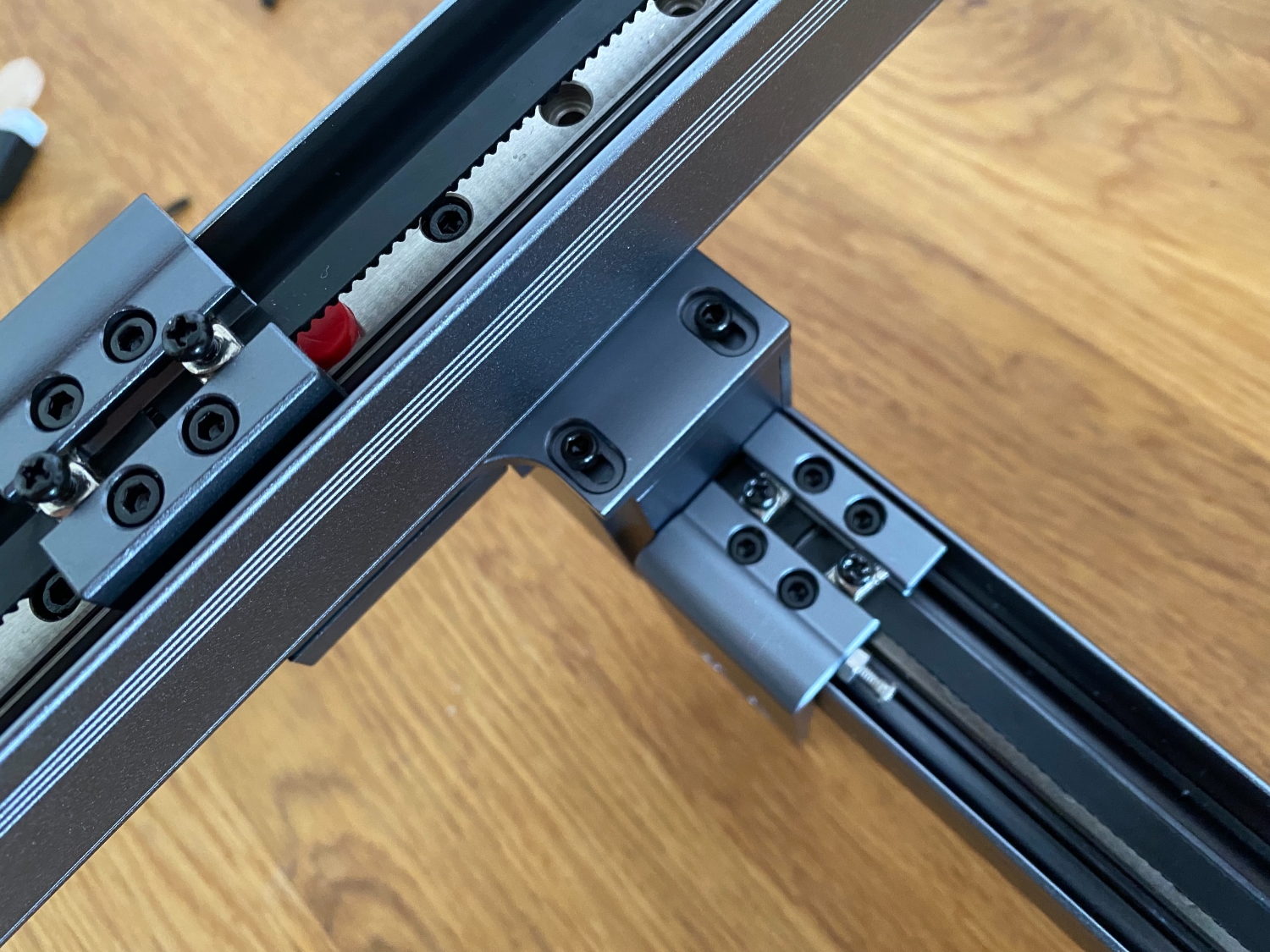
Bevor es mit GRBL Settings in die Basiskenndaten des LC-40 geht, werfen wir erstmal einen Blick auf die Hardware. Im speziellen die Endschalter. Diese sind einstellbar und holen noch die letzten paar mm Verfahrweg heraus. In X sind dies ca. 5 mm und in Y ca. 2 mm. Dazu einfach die Kontermutter an der Target-Schraube lösen und die Schraube entsprechen hineindrehen. Testen könnt ihr dies ohne Strom, indem ihr für X z.B. den Laser per Hand in den Endschalter bewegt – ihr hört ein Klicken – zu allen festen Teilen sollte jetzt noch 2 mm Platz sein. Auf dem Bild seht ihr rechts, unten die Target-Schraube mitsamt Kontermutter für die X-Achse, die direkt am Schlitten montiert ist.
 Mit den GRBL Werten $130 (X Verfahrweg), $131 (Y Verfahrweg) und $132 (Z Verfahrweg) hat SainSmart die maximalen Verfahrwege per Software begrenzt, sogenannte Soft-Limit. Denn der LC-40 hat nur unten, links die Endschalter und berechnet per Software seinen Endanschlag auf der gegenüberliegenden Seite. Diese sind mit 375 mm in X und 395 mm in Y ebenfalls sehr konservativ. Nachdem die Endschalter eingestellt sind, sollten Werte zwischen 390 bis 395 für X und 400 für Y möglich sein. $132 steht für die Z-Achse und entfällt, durch den nicht vorhanden Motor an dieser Achse.
Mit den GRBL Werten $130 (X Verfahrweg), $131 (Y Verfahrweg) und $132 (Z Verfahrweg) hat SainSmart die maximalen Verfahrwege per Software begrenzt, sogenannte Soft-Limit. Denn der LC-40 hat nur unten, links die Endschalter und berechnet per Software seinen Endanschlag auf der gegenüberliegenden Seite. Diese sind mit 375 mm in X und 395 mm in Y ebenfalls sehr konservativ. Nachdem die Endschalter eingestellt sind, sollten Werte zwischen 390 bis 395 für X und 400 für Y möglich sein. $132 steht für die Z-Achse und entfällt, durch den nicht vorhanden Motor an dieser Achse.
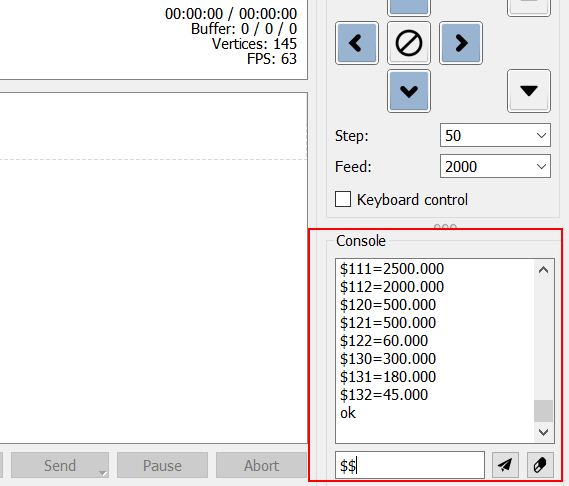
Im Anschluss habe ich Candle genutzt um schnell die GRBL Werte zu ändern und zu testen. Unten rechts in der Konsole im ersten Schritt einmal $$ eingeben und den angezeigten Text sichern. Dies ist eure Standardeinstellung. Falls etwas schief läuft, kann immer wieder auf diese Werte zurückgegriffen werden.
Jetzt sollten die Beschleunigungswerte der Achsen ($120 = X, $121 = Y) und die maximalen Vorschubraten ($110 = X, $111 = Y) angepasst werden.
Es empfiehlt sich einfach durchzutesten, dazu einfach den gewünschten Wert in die Console eingeben und mit ENTER bestätigen, anschließend die Achse entsprechend Verfahren und schauen ob der Schrittmotor die gewählten Werte ohne Nebengeräusche oder auslassende Stufen darstellen kann. Wenn ihr den maximalen Wert gefunden habt, reduziert ihr das ganze etwas für den Normalbetrieb und geht weiter zur nächsten Achse.
Begonnen habe ich dabei zuerst mit den Beschleunigungswerten und bin im Anschluss auf die Vorschübe eingegangen.
 Dazu können die maximalen Vorschübe ruhig erstmal auf 10000 gestellt werden, denn zum Verfahren muss im Reiter darüber bei „FEED“ eh eine Vorwahl getroffen werden. Zumal laut SainSmart der LC-40 im Handbuch eh mit 10.200 mm/min angegeben ist. Ausgeliefert wird er allerdings aus „Stabilitätsgründen“ mit nur 5000 mm/min. Im Grunde hat SainSmart recht, denn es gibt einen Unterschied zwischen einer Mehrachsen-Bewegung z.B. dem Abfahren eines Vektors und einer Bewegung nur in X. Bei ersterem wird mehr Leistung benötigt, die der LC-40 auf so einer hohen Geschwindigkeit nicht mehr sauber liefert und aus runden Bewegungen eckige Bewegungen werden. Ein Kreis wird so ganz schnell mit Ecken versehen. Beim normalen Scannen, also dem Verfahren von rechts nach links und aufbauen eines Bildes kann der Kopf in X allerdings schon mit 10.000 mm/min fahren. Dies stellt vermutlich 80% des normalen Laserbetriebs.
Dazu können die maximalen Vorschübe ruhig erstmal auf 10000 gestellt werden, denn zum Verfahren muss im Reiter darüber bei „FEED“ eh eine Vorwahl getroffen werden. Zumal laut SainSmart der LC-40 im Handbuch eh mit 10.200 mm/min angegeben ist. Ausgeliefert wird er allerdings aus „Stabilitätsgründen“ mit nur 5000 mm/min. Im Grunde hat SainSmart recht, denn es gibt einen Unterschied zwischen einer Mehrachsen-Bewegung z.B. dem Abfahren eines Vektors und einer Bewegung nur in X. Bei ersterem wird mehr Leistung benötigt, die der LC-40 auf so einer hohen Geschwindigkeit nicht mehr sauber liefert und aus runden Bewegungen eckige Bewegungen werden. Ein Kreis wird so ganz schnell mit Ecken versehen. Beim normalen Scannen, also dem Verfahren von rechts nach links und aufbauen eines Bildes kann der Kopf in X allerdings schon mit 10.000 mm/min fahren. Dies stellt vermutlich 80% des normalen Laserbetriebs.
So lässt sich schneller die Rate austesten, als jedes mal $110=2500 z.B. zu schreiben. Wenn die Rate zu hoch gewählt wurde, stoppt die Maschine beim Versuch diese zu erreichen. Wenn ihr jetzt weiter herunterregelt kommt man zunächst an den Punkt, an dem die Achse durchzurutschen scheint – es muss also weiter reduziert werden.
Entscheiden sind gerade für den Laser-Betrieb die Werte für die X und Y Achse. Schlussendlich bin ich zu folgenden Werden gelangt und konnte gute Ergebnisse erzielen. Bei eurer Maschine kann es natürlich zu Abweichungen kommen. Wobei ich gar nicht großartig mit den Endgeschwindigkeiten rumprobiert habe. Dies ist einfach der Wert, der von SainSmart angegeben wird, da der Laser bei den meisten Materialien eh zu schwach ist um für 10.000 mm/min ausreichend Licht abzugeben.
$110=10000.000
$111=10000.000
$120=900.000
$121=900.000
Damit der Homing Durchgang nicht so viel Zeit in Anspruch nimmt, habe ich mit $25=2000 dessen Geschwindigkeit verdoppelt. Durch die Kalibrierung mittels OpenBuilds Control sind folgende Werte ausgehend von 44 entstanden $100=44.400, $101=44.440 – dies weicht natürlich je nach Maschine ab.
Die im Controller abgelegten Werte sind die Maximalwerte, die über die Software angefordert werden können. In Lightburn wendet man später also nochmal je nach Ebene und zu laserndem Objekt andere Geschwindigkeiten unterhalb bzw. bis zu dieser Grenze an.
Tests
Zeit für die Umsetzung der ersten Projekte. Um zu schauen wie sich verschiedene Materialien verhalten, bietet es sich an, ein Testmuster mit verschiedenen Geschwindigkeiten und Leistungen des Lasers herzustellen. Dies kann man direkt über Lightburn -> Lasertools generieren lassen. So lässt sich das Ergebnis später gut abschätzen.

Gleiches lässt sich auch zum Schneiden generieren, um rauszufinden, wie viele Durchgänge/Leistung es benötigt, damit man sicher das Ende der anderen Seite erreicht.
Neben Arbeiten auf verschiedenen Hölzern, habe ich auch mal Glas und Keramik ausprobiert. Da der Laser im Grunde ähnlich zu dem der 3018 PRO DIY ist, lassen sich ähnliche Materialien bearbeiten. Das Modul des LC-40 scheint allerdings mehr Leistung abgeben zu können, denn trotz Reinigung der Linse am 3018 PRO DIY Laser, scheint dieser nicht ganz auf das Level des LC-40 zu kommen und benötigt fürs gleiche Ergebnis mehr Leistung.



Bei der Keramikfliese habe ich die Norton White Tile oder auch NWT Methode angewandt. Dazu wird die Fliese im ersten Schritt mit einem weißen Lack besprüht. Das Titanoxid in weißer Farbe soll später in Kombination mit dem Laser auf der Fliese reagieren. Nach dem Laservorgang wird die Farbe mit Verdünnung o.ä. entfernt und zurück bleibt das Bild in grau/schwarz Tönen. Für einen ersten Test schon nicht schlecht, benötigen diese Graustufen Bilder allerdings deutlich mehr try and error um perfekt zu werden. Es spielen nicht nur die Geschwindigkeit und Laserstärke eine Rolle, sondern auch welche weiße Farbe genutzt und wie diese aufgetragen wird.
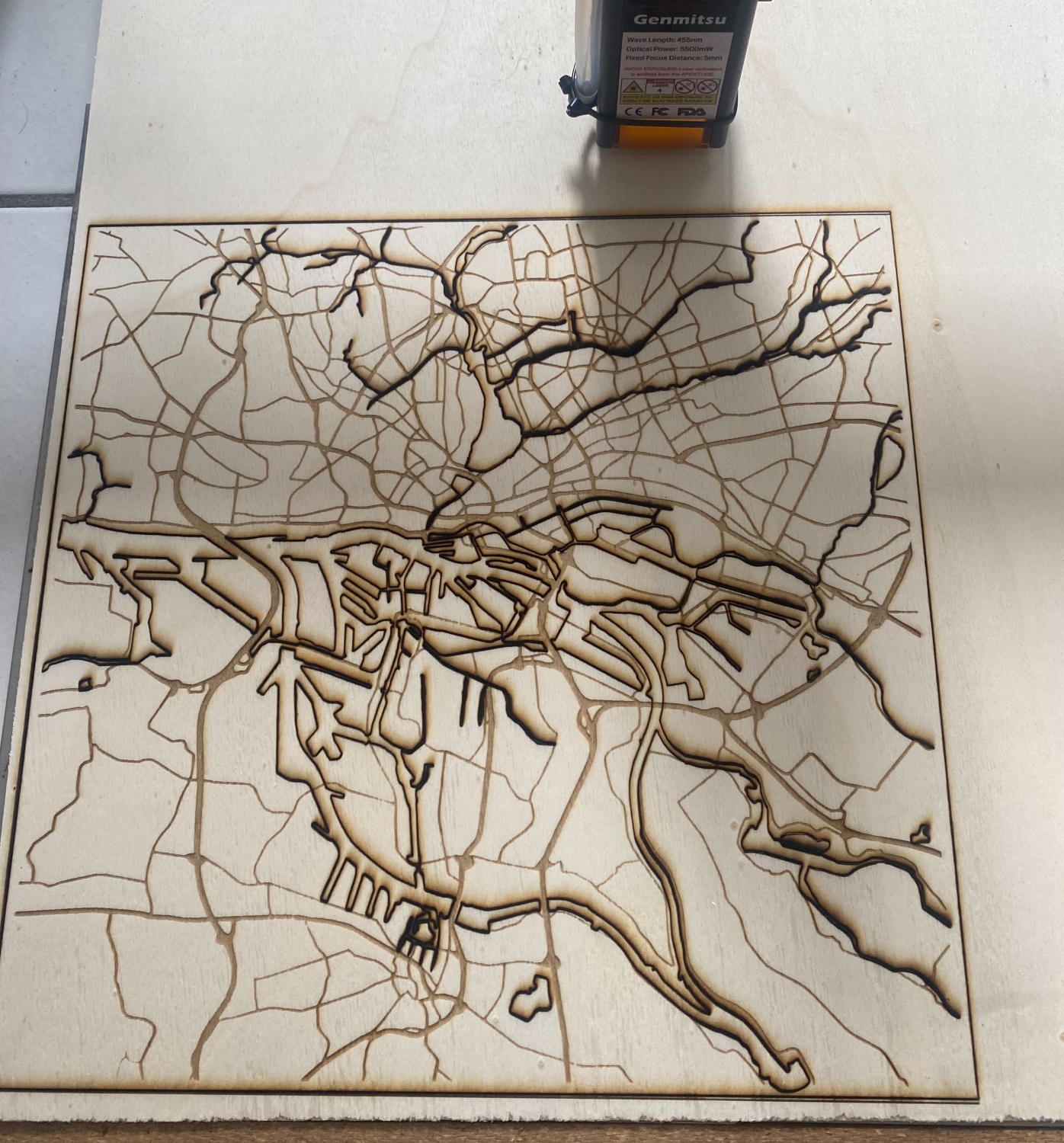
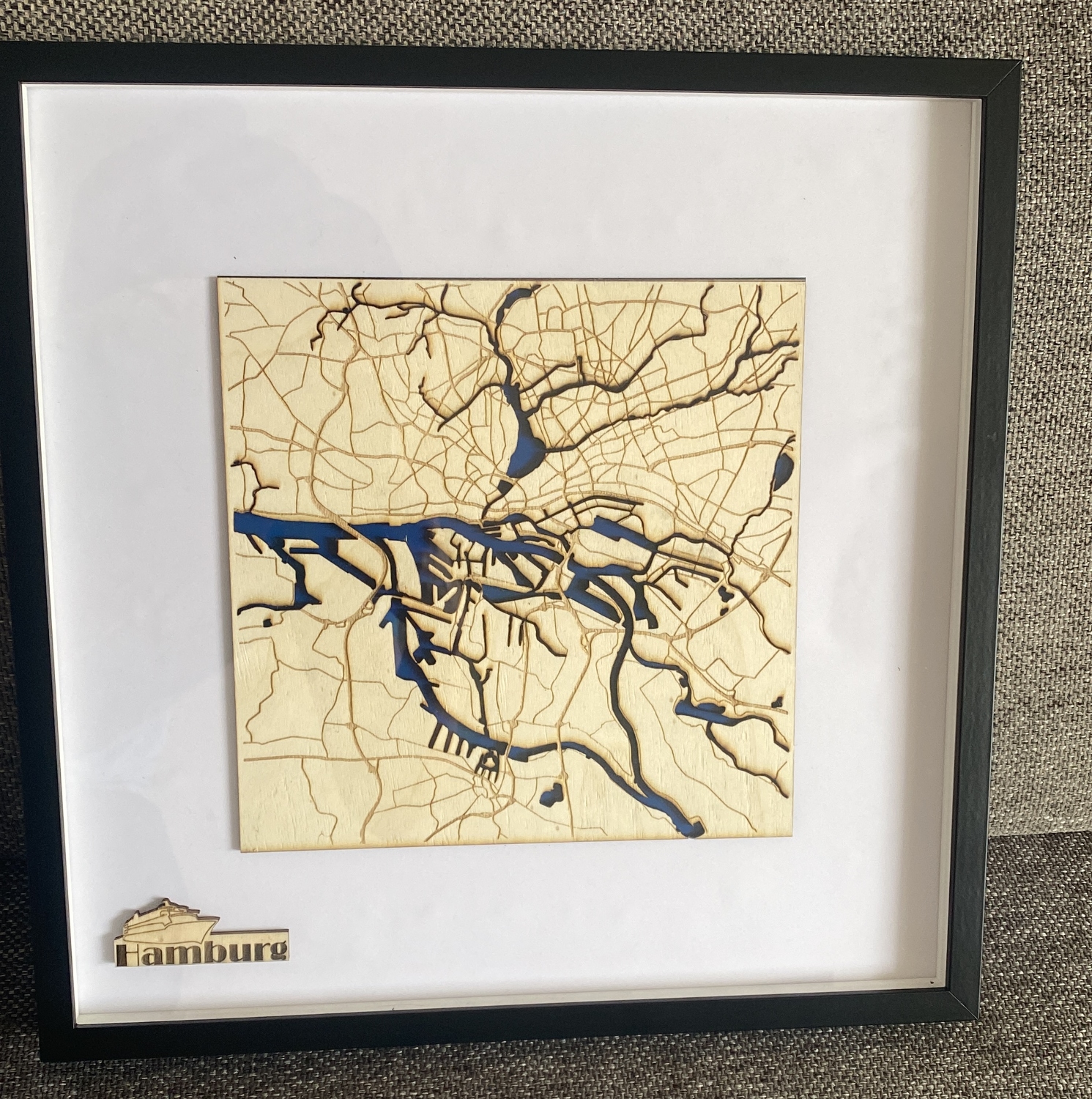
Hamburg ist da schon deutlich einfacher zu lasern, das Projekt hat aber auch 3 std unter dem LC-40 verbracht, ist mit 250 x 250 mm aber auch nicht gerade klein. Gegenüber vielen anderen Projekten ist die Vorarbeit deutlich höher. Die Karten lassen sich über snazzymaps.com besorgen, allerdings müssen z.B. alle Brücken nachmodelliert werden, da sie sonst beim Wasser weggeschnitten werden etc.
Mittlerweile gibt es auch Lasermodule, die einen komprimierten Laserpunkt besitzen – auch für den LC-40. Das hier getestete Modell ist allerdings mit einem klassischen 5,5 W Modul ausgestattet und erzeugt kein quadratischen, sondern eher einen rechteckigen Laserpunkt. Im Idealfall sollte die schmale Seite in X Richtung liegen, sodass feine Details herausgearbeitet werden können. Meistens saust der Laser von links nach rechts und baut das Bild nach oben auf, zumindest zu 90% der Fälle, in denen ich einen Laser nutze. Bilder, Text füllen etc. wird meist so realisiert, um möglichst wenig Masse zu beschleunigen/abzubremsen. Nur der Laserkopf bewegt sich, die Brücke bleibt still bzw. geht nur 0,1 mm je abgeschlossener Linie nach oben. Mein LC-40 Lasermodul wurde allerdings um 90° gedreht verbaut, sodass meist die breite Seite des Lasers nach rechts und links gefahren wird. Kein großes Hindernis, aber bei feinen Details ist die verbrannte Fläche größer als sie eigentlich müsste. Nach lösen der Madenschraube, in der im Bild der Bit steckt, lässt sich die Diode um 90° drehen und schon ist Abhilfe geschaffen, achtet aber darauf den Laser nicht in der Höhe zu verschieben, sonst gibt es Probleme mit dem Fokus.
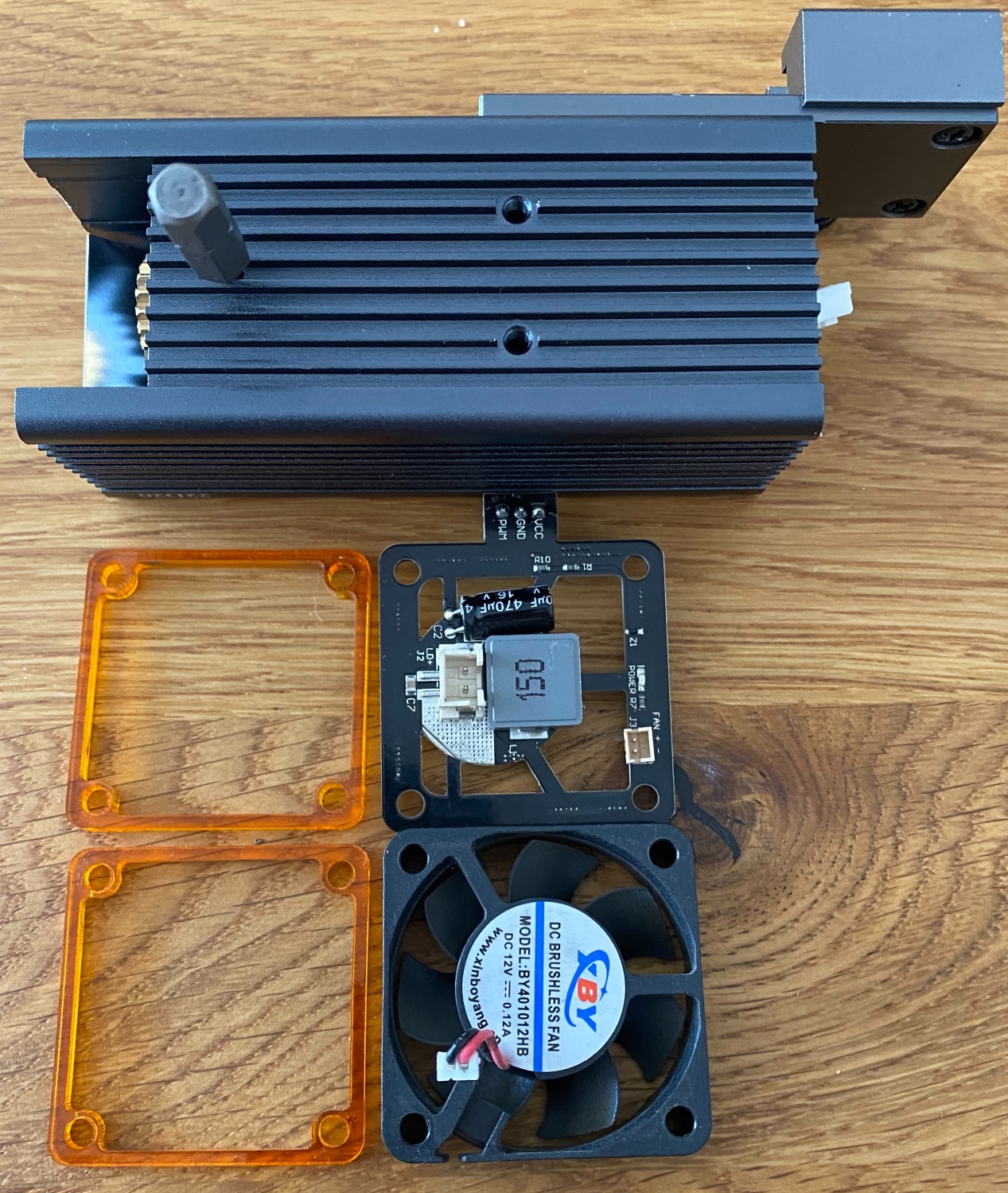
Den 40 mm Lüfter könnte man an dieser Stelle auch gut gegen ein Noctua Pendant austauschen. Evtl. nächstes mal…
Generell lassen sich mit dem LC-40 natürlich alle Materialien bearbeiten, die wir bereits mit der 3018 PRO DIY getestet haben:











Dennis,
I came across your article on the Sainsmart website. I recently bought the LC-40. I have had 2 problems that have not been clearly resolved.
1. Laser Burning – I use Lightburn like you. The Laser will not burn with Lightburn set up the way it comes. I did the firmware setup for GRBL. And I could not get the laser to burn any thing. Sainsmart tech service recommended I use Constant Power Mode that you enable in the Cuts/Layers tab. This got the laser to burn. Lightburn is set up with variable power mode and the only way to change it is to set constant power mode. Did you have the same problem when you used Lightburn or did it come up and work as expected?
2. I have a homing problem. It homes to X0 as expected, but does not go to y). It picks an arbitrary point for Y0 (in most cases where it was sitting when the machine came on). If you home it again, the Y0 moves up the Y-axis a short distance. Sainsmart seems to think it is a limit switch issue. Did you have a problem like this? If so, how did you correct it?
I like the machine from a build standpoint, but right now it is not usable. I am considering sending it back. Do you have any advice for me relative to my 2 issues? Any input would be appreciated.
Hey Mark, sorry to here that you´ve problems with the LC40. To be honest I didn´t have any of those problems. To your first issue, constant power mode is def. not the solution. I did a lot of projects with the LC40 so far and always with the standard variable power mode. What did you use to flash the firmware? It can be done via pc but also via the phone app directly (ota update), maybe try to reflash the stock bluetooth firmware and go again to grbl firmware. In general the 5 W version is to weak for the speed the LC40 is capable of. What did you use for settings and what material do you want to burn? Wood for example you need around 100% at 4000 mm/min, so if you go full speed it won´t burn musch.
For the second issue, I would check the set screws/targets of the limit switches, check the cabling again to make sure everything is properly seated. Check that the gantry moves freely in Y from one side to the other (with power off, by hand) and is square.
Maybe while you´re at it with the firmware flash, check if the same happens with the Bluetooth firmware also.
I don´t know what else to check. Im totally happy with mine and with a 10W laser I´d recommend it again. So best for you would be to send it back and get another one if those steps don´t fix it.
Hope that helps you a tiny bit.